







2019/11/22
1441
模具设计丨形状复杂且不对称零件的拉伸模具设计方法

01、前言
对于轮廓尺寸大,结构形状复杂深度不均匀又不对称的拉伸件,在拉伸时,毛坯在模内变形较复杂,在工艺安排上,一般要经过多道拉伸工序才能完成,要求在拉伸过程中材料各部位都受到均匀的拉伸应力,拉伸应力大小要超过材料屈服极限(σs),而低于材料的强度极限(σb),使零件不产生弹性畸变且不破裂。
所以能否满足上述要求,是决定拉伸工序成败的关键。对于形状复杂且不对称零件拉伸要比一般拉伸考虑的问题要复杂许多。能否设计制造这类零件的成形模具,拉出合格零件,也是衡量该企业制模水平的标准。
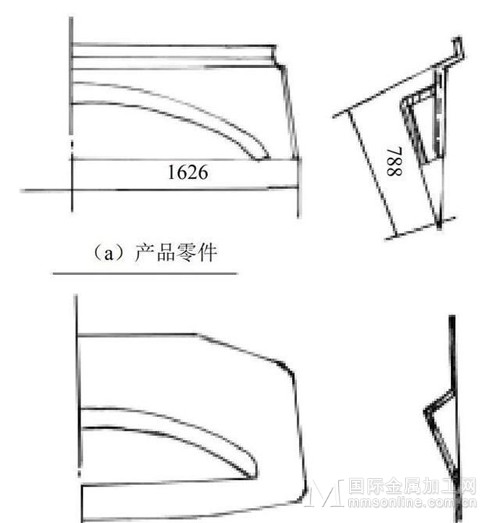
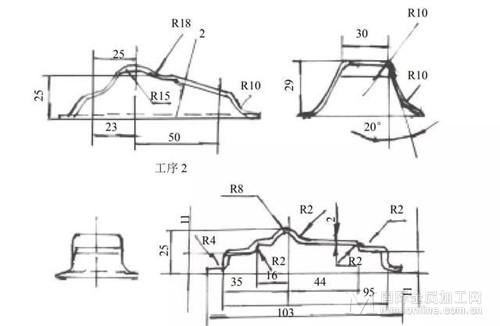
由于零件形状复杂且不对称(图1、图2),在拉伸时,压料板下毛坯流动速度极不一致,为了调节坯料流动情况,使拉伸过程中各部位流动阻力均匀,使材料流入模腔内的材料适合制件需要,防止多则皱、小则破的现象,为避免这些现象的产生,一般要合理采用拉伸筋的办法来进行调节,同时确定正确的毛坯形状、合适的压边力均需到位才能拉出合格的零件。
02、工艺过程的制定
对于不对称及形状复杂的拉伸成形件工艺过程的制定,一般用试验的方法来确定。
在很多情况下,尤其是在没有样件的情况下,毛坯料的尺寸和形状以及所需要的拉伸次数可以用模型来初步决定,借着用木材作成零件最后形状的模型。从直观上作到一目了然。帮助确定有关参数,可以决定出:
(1)按照零件个别部分,如圆角大小、凸出部分的高度,并根据一般拉伸原则、决定该零件拉伸次数,基本模具结构作出判断。
(2)拉伸方向,压边卷式样。
(3)拉伸筋的采用与分布部位。
(4)零件个别部位的拉伸程序。
(5)不对称零件形状的改变。
(6)毛料形状和尺寸,中间工序过渡形状和尺寸。
为校验初步决定是否正确,可用木制模型来试制腊制工件(在没有样件的情况下),为此在木制模型上涂油或者撒上滑石粉,并包上上在溶腊中浸过的纱布,用手把纱布紧压在模型上,使得纱布充满模型所有的凸出和凹进去的地方,用同样的方法,把第二层浸腊后的纱布包在第一层上,第三层包在第二层上,依此类推。
当纱布上的腊凝后,把浸腊纱布作成的工件,从模型上取下来并把它摊开,当腊制工件伸展到一定程度时就成为中间工序的半成品。为了定型,可用石膏按伸展开的形状作成模型,测绘好尺寸,当腊制工件全部伸展开后就得到了近似毛坯料形状和尺寸。
毛料最终形状和尺寸可在试模时由试验决定。在所有的拉伸件中第一次拉伸被拉入凹模中的材料量应等于零件所需材料量,如果违反了这原则,就会产生皱纹或者破裂。
轮廓尺寸大及形状复杂和不对称零件的拉伸,主要用于汽车和航空工业,这些零件的制造是比较复杂和特殊的,在目前主要有4种工艺方法。
(1)在液压机上用钢制或铸铁模具进行冲压加工。
(2)在落钟上用铜锌模具或环氧树脂加铁粉模具进行冲压。
(3)橡胶成形。
(4)液压成形。
03、模具结构举例(图3)
拉伸不大的中型的半对称或不对称形零件的模具结构和普通模具结构基本相同,但所使用的设备有所不同,拉伸大型复杂复盖件模块,模具是用含铬铸铁作成的,图3为大型复盖件模具结构,凹模是由焊接结构加工的,型腔内有型的部位局部锒件,其余部位用环氧树脂加铁粉注塑出,这种结构,可以大量减少凹模的加工工作量,该结构是属简易快速加工模具结构。环氧树脂加铁粉配方按表1。
文章来源:互联网
2020广州国际模具展览会将于2020年2月26-28日在广州·中国进出口商品交易会展馆A区隆重举行;想知道更加详细的精彩行业论坛活动排期,欢迎登录官网。

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

