







2022/08/31
845
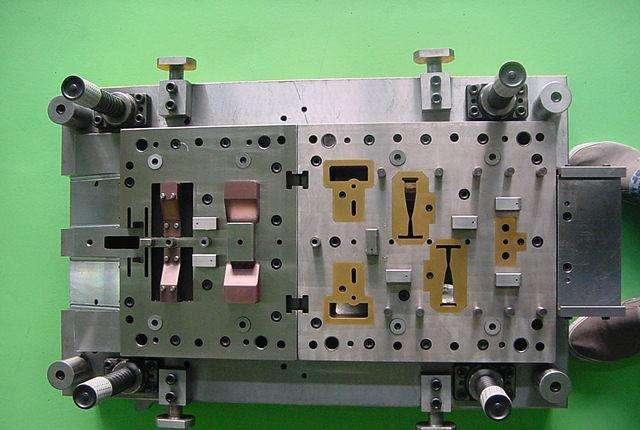
郑州五金冲压模具加工制造,五金冲压端子模具设计要求和技术 - 广州模具展
广州国际模具展览会即将于2023年3月1-3日在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:
五金冲压端冲压模具规定
一.端子模具设计方案常见问题
完善的终端设备磨具商品一般具备生产量大、更新期快2个特性。依据产品特点,在规划终端设备模具时,应融合模具设计和核心理念,谈一谈个人感受:
1.设计方案试品时,端子模具应尽量节约原材料。一般来说,原材料条Pitch产品或者顾客已确定,无法改变,因而充分考虑原材料的总宽,可单双排、双插,提升原材料的使用率。
2.假如叠角/规格很严格,应尽量调节。调节时,只需要在冲床边调节,不用拆装磨具。
3.在设计模具时,一定要在同一步骤中工作中好几个全过程,尽量避免磨具长短,清除尺寸精度所产生的累积误差。
一般来说,为了保证冲压加工速度与尺寸稳定性,减少单独商品成本,单独商品的收益较低,以提升总体盈利的高生产量。
二.端子模具阴茎系带形变调节
阴茎系带形变是设计方案、拼装和恢复终端设备模具不可或缺的一部分。阴茎系带形变包含:阴茎系带长刀.阴茎系带歪曲.也有三种环形阴茎系带。环形阴茎系带实际是长刀和歪曲融合。(Cabriole,TwistandSnake).
长刀(Cabriole)有三种调节,一种是不让它发生,在它发生的地区压力非常大。第二,马上反方向工作压力,第三,当条快速离去磨具时,工作压力调节,使之形变以抵消长刀。
1.排样为单媒介所造成的吗?是我想的太多,还可以在误差侧加一块原材料块,可以先试着提升销钉压力。
2.查验弯折一部分公母模的R角是不是同样,两边承受力是不是平衡(假如是U型变形)。
3.查验并调节振动给料机。
总而言之,导致这种情况主要原因是"力"问题
在终端设备模具中,尤其是在汽车上,数次弯折都是阴茎系带形变的重要原因.部分断气刹.调解组织.科学合理的弯折流程和结构尤为重要。
三.IC端子磨具
IC导线架是半导体材料和信息产品的关键所在金属材料元器件。伴随着半导体材料和科技产业的迅猛发展,市场的需求极大,提高快速。IC导线架五金模具是淮河精密度最高模具意味着。不但要有最先进的冲压模具技术性,还需要有高精密的生产设备(光学投影数控磨床和线割放电加工机是不可缺少的专用工具)。
1.导线架有关工艺说明
①IC制造表明
②导线架相关应用
A.线纹粘着(Wirebonding)线纹不大,直径大约30μm,目前我国没有人生产制造抽制线纹磨具。
B.导线架原材料
IC铁镍合金(又被称为42铝合金)和合金铜(无氧铜).去氧铜)。前面一种约为20%,后面一种约80%。
③生产方式及发展趋势
冲压件加工和蚀刻加工主要有两种生产方式。在其中,冲压件加工是当前主流的。伴随着对高腿电缆线架的需求提升,蚀刻加工的应用愈来愈获得重视。
2.导线架冲压件加工关键点
①导脚在导线架内(Innerlead)前面规定最少0个平整区域内的高平坦度.1mm印压工程项目必须使用之上(超过线纹直径三倍)(coining)。
②内倒脚间距(Leadspace)印压生产加工规定维持恰当匀称,减少间距,务必操纵印压深层,抑止导脚横着反曲(Twist)造成。
③内倒脚的位置精密度要保持恰当,有益于后续工程wirebonding的确黏着,对应的策略是先冲内倒脚再冲外导脚的冲压件加工次序应适当设计方案,冲压件加工工程项目要搞调节站(correctionStage)抑止冲压加工环节中导线架导脚的位置偏位。
④导线架平面图要求严格,有益于中后期工程项目的运送wirebonding的时间可靠性和畅顺性。对应的策略是在激光切割导脚时抑止其最少反曲量与方位,并且在激光切割前增加应力消除工程项目。
⑤导线架内导脚歪曲或偏位的形变规定降到最低,有益于后续工程的运转。在磨具层面,需要注意销钉的断气刹设计方案,设定更合适的模具空隙和(冲针和母模)刀头,维持最好的状态,磨具导向型设备弯曲刚度高。
3.导线架冲压模具设计原则
①模具空隙
导线架冲压模具空隙为厚度3~5%(铜系铝合金3%,42铝合金4%~5%)销钉与冲针空隙低于磨具空隙50%。
②脱料板
销钉工作压力要求严格,以抑止冲压件加工所产生的形变,提升导脚冲压加工横截面的品质。工作压力部位应都集中在冲压加工载荷地区周边(即punchguide位置),销钉脱料设计方案突显,提高部分工作压力,使原材料遭受压缩应力,避免变形或弯曲。
③剪压生产加工次序
适度的激光切割次序设计是改进导脚激光切割形变或变形最有效途径。根据后续淬火实际操作难以改正导脚的激光切割形变或变形。以下属于激光切割次序基本原则:
A.先切内倒脚,再切外导脚。
B.先切短导脚,再切长导脚,再切短导脚。切忌应用短导脚和长导脚交叉式激光切割配置方式。
④母模方式
母模选用直段后推拉门或全推拉设计方案;选用加工工艺,母模选用直段后推拉门或全推拉设计方案。mm,推拔视角1/2°,加工工艺选用研磨加工,后面一种推拉门角选用线切放电加工。
⑤调节站设计方案
空战是连续冲压模具设计方案不可或缺的一部分,以增强模具抗压强度或使五金模具有充足的固定不动室内空间。为了能抑止冲压加工环节中导线架的形变,一定要考虑设计方案调节站。
4.磨具弯曲刚度和引导模式
①磨具正确引导选用双正确引导,即主柱(Mainguidepost)与协助定位销(Subguidepost)并且用方法。
②模具规格低于600mm六根外定位销设计方案,模具规格800mm设有八个外定位销。
③应用高刚度滚柱轴承定位销(Rollerguide)提升具体指导精密度和弯曲刚度。
④内导向设备使用全引导型(又被称为三型全导型),即内定位销根据冲针板.销钉及母模。
a.模具朝微型化
因为线切放电加工(WEDM)技术发展提升了其加工精度和表层质量WEDM母控制模块或销钉加工的能够逐步替代研磨加工,从而降低冲压加工工程项目站的总数(能够减少空战的设计方案),大幅度降低模具规格。多脚电缆线架(100pins之上冲切模规格120000mm冲压生产方式必须使用高速冲床串列布局。
b.模具部件微型化,高精度
以多脚数线架用导脚剪压冲针为例子,其样子.规格变小到样子规格.减少叶片长度.冲针薄厚薄,精密度发展趋势高.低生产加工面粗细进度。为了实现这么高的精密度(标准公差)±2μm低表层粗细(0).3μmRa规定选用高精密研磨抛光机和低表层粗线条切放电加工机。
6.导线架冲压模具加工核心技术
①高精密/表层粗细碾磨
A.光学投影碾磨。
B.快速往复式碾磨。
C.碾磨工模具。
D.镜面玻璃抹磨加工(Lapping)。
②线切放电加工(WEDM)
A.油线切放电加工。
B.水位切放电加工。
C.低质变层线切放电加工。
③模具钢材及处理工艺
A.模具热处理技术性。
B.PVD.CVD.TD等。
C.超硬模裸钻塑料薄膜遮盖(Diamondcoating)。
D.超微粒冶金材料,
文章来源:百家号
2023广州国际模具展览会即将2023年3月1-3日在中国进出口商品交易会展馆B区举行。更多精彩论坛活动,欢迎登录官网 https://asiamold.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

