







2020/08/07
877
【广州国际模具展览会】模具3D打印的变革热潮,谁才能成为最后赢家?
广州国际模具展览会新展期定于2020年8月11-13日在中国进出口商品交易会展馆A区举行。邀您关注今日新资讯:
对于一款注塑产品来说,它的成型周期受到多种因素的影响,例如:填充时间、保压时间、溶胶时间、开合模时间,但其中影响时间最长的是冷却时间。我们知道其中冷却时间基本来自注塑产品达到顶出时温度的时间,那么如何缩短这个时间,就要从模具着手。
传统制模中,冷却水路一般通过CNC加工方式,冷却水路只能通过铣床钻孔的方式加工产生内部水路网络,并通过内置止水栓和外置堵头的方式来调整水路流向。这样就导致水路布置有很大的局限性,水路只能为圆柱形直孔,无法百转环绕于模具内腔之中。当遇见形状复杂的模具产品时,传统水路无法完全贴近注塑件表面,例如:最容易产生产品缺陷的瓶盖顶部区域无法设计水路,这样一来冷却效率低且冷却不均匀,导致注塑周期长、产品变形量大。我们以包装模具为例:
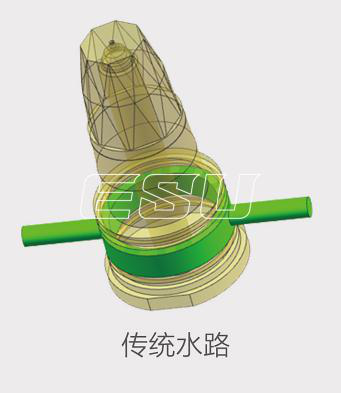
图1:化妆品瓶盖传统水路3D模型图
从图1中我们可以看到,水路仅仅局限于化妆品瓶盖底部,而真正懂模具的同行都知道,顶部才是胶位处、热岛点,如果水路无法到达此处,那么势必使得注塑产品极易形浇口烫伤,冷却周期延长。而通过传统车铣刀削方式,顶部水路是无法加工出来的,那么如何解决?
在前几次看到一篇文章,觉得受益匪浅,一家名为上海毅速激光科技有限公司率先将增材制造聚焦于模具行业,运用3D打印技术制造出的随形水路冷却系统,解决传统模具某些特殊产品水路无法设计,冷却周期长,模温不均等问题。
据理解:增材制造技术是指基于离散-堆积原理,由零件三维数据驱动直接制造零件的科学技术体系。基于不同的分类原则和理解方式,增材制造技术还有快速原型、快速成型、快速制造、3D打印等多种称谓,其内涵仍在不断深化,外延也不断扩展,这里所说的“增材制造”与“快速成形”、“快速制造”意义相同。而这种技术的确恰好能为模具水路所应用。
3D打印技术作为一种采用材料逐层累加的方法制造实体零件的技术,相对于传统的材料去除——削切加工技术,增材制造是一种“从无到有”的制造方式。
我们再回头看我们上述案例:针对化妆品瓶盖造型,通过这种逐层累加的3D打印技术,可以制造出一种随心所欲的冷却水路系统——随形水路。它可根据产品轮廓的变化而变化,到达模腔任何地方,模具内部将无任何冷却盲点。(如图2所示)
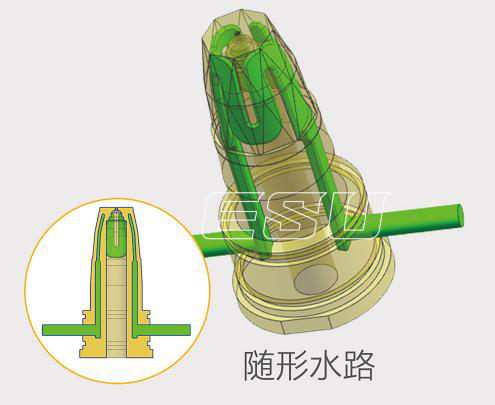
图2:ESU毅速化妆品瓶盖随形水路3D模型图
3D打印技术在模具冷却水路制造中的应用则突破了交叉钻孔方式对冷却水路设计的限制。现在,模具制造企业可以设计出更靠近模具冷却表面的随形水路,它们具有平滑的角落,完美贴近模具型腔,实现最佳模温状态,获取更快的流量和更高的冷却效率从而缩短产品的成型周期,此外,冷却均衡,减少产品缺陷,提高产品良率。
文章来源:OFweek3D打印网
2020广州国际模具展览会新展期定于2020年8月11-13日在中国进出口商品交易会展馆A区举行。更多精彩论坛活动,欢迎登录官网 https://asiamold.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

