







2020/06/12
835
【广州国际模具展览会】电子领域案例丨模具3D打印使注塑品冷却时间缩短68%?
广州国际模具展览会新展期定于2020年8月11-13日在中国进出口商品交易会展馆A区举行。邀您关注今日新资讯:
对于一款注塑产品来说,它的成型周期受到多种因素的影响,例如:填充时间、保压时间、溶胶时间、开合模时间,但其中影响时间最长的也是最重要的便是冷却时间。
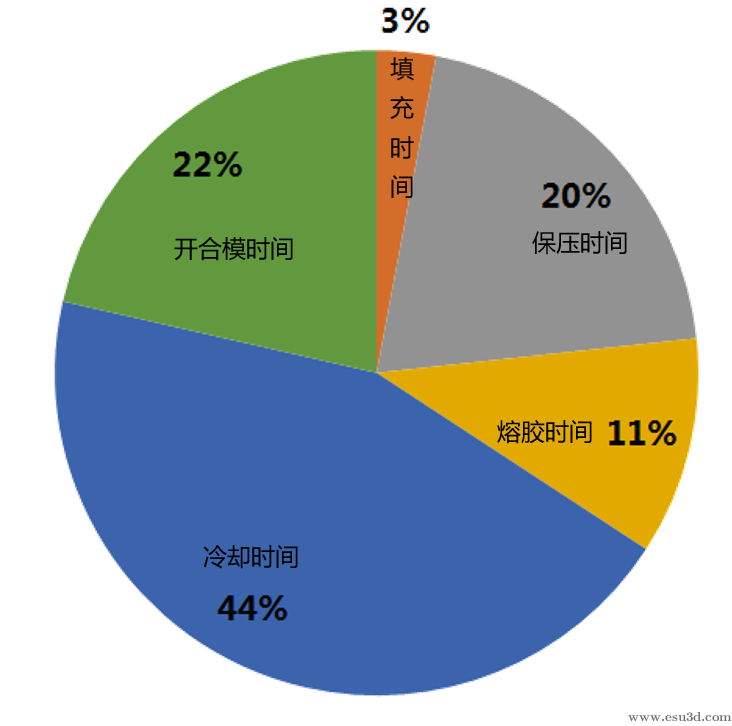
图1:某注塑产品成型各项时间占比
随着科学技术的发展,社会节奏不断加快,新产品的升级、更新换代日益频繁,我国模具行业近几年来也在不断提升技术水平。上海毅速激光就是不断对最前沿的模具技术进行研究和应用的领先企业,例如之前的热流道,模内切和模内贴膜,到如今的快速成型3D打印技术在模具行业的研发与应用。

图2:SLM选择性激光熔化技术
我们知道3D打印技术在传统模具中的应用其中最大的优势在于:冷却时间的缩短,产品良率的提升。从2015年至今,ESU毅速已成功打印过数千个应用案例,冷却时间平均缩短30%-50%左右,而其中个别案例甚至突破60%以上,今天小编给大家分享的就是ESU毅速一款将冷却时间缩短68%的产品案例。
案例分享
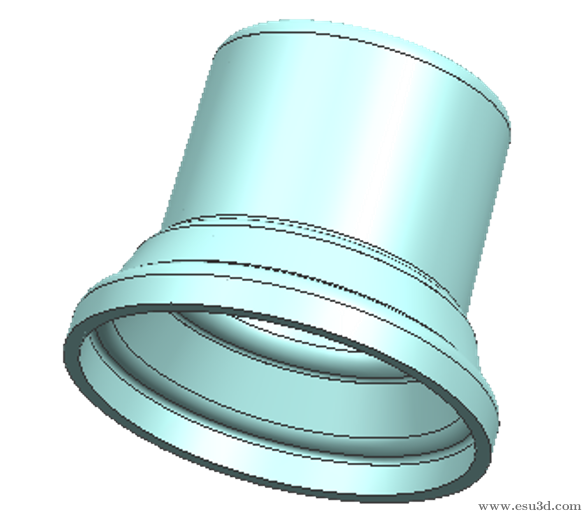
图3:某电子产品塑件
如图3所示,该款产品为ESU毅速某客户的电子塑胶产品,从3D模型图上我们不难发现,该产品设计方案难点在于:
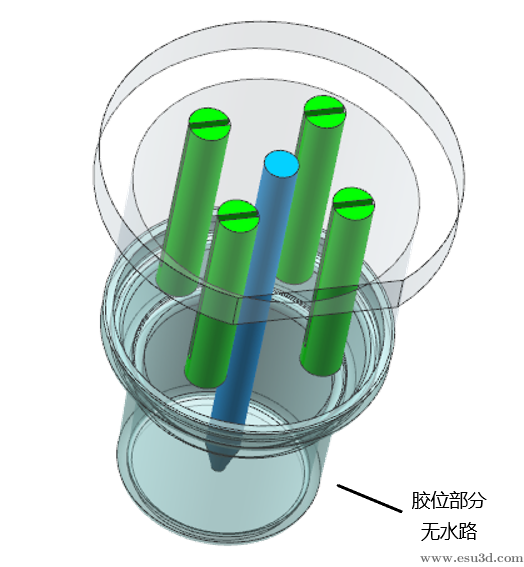
图4:普通水路方案
· 因客户产品有外观要求,需隐藏进胶口采用冷流道倒装加工方式。
· 客户产品壁厚达3mm。
· 产品头部有深腔位且直径较小,导致普通机加工无法使后模镶件水路深入胶位部分。
· 从而使得胶位部分温度较高,冷却时间长,易导致零件烫伤。
通过模流分析,我们记录:普通方案模具达到顶出温度的时间为24.98s
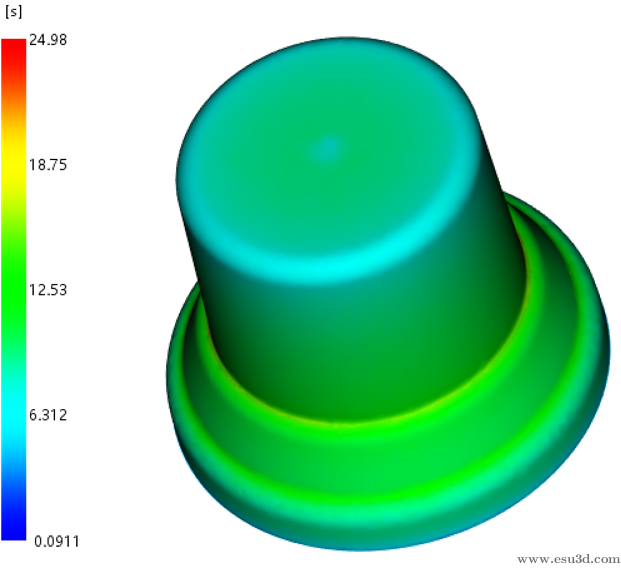
图5:模具达到顶出温度的时间:24.98s
随形水路方案
那么ESU毅速工程师经过前期模流分析找出该产品的热点—即胶位部分(如图4所示),从而针对热点进行3D打印方案设计。
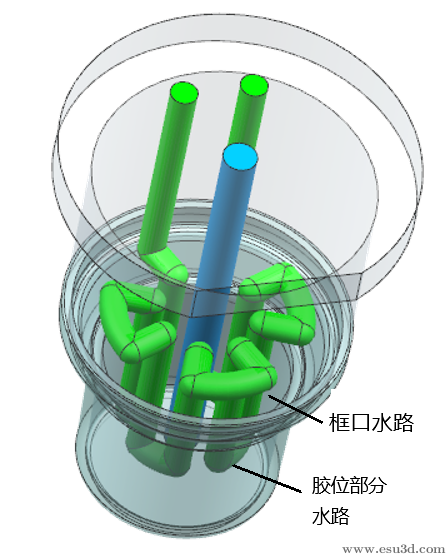
图6:3D打印随形水路方案
通过ESU毅速的3D打印方案显示:我们基本解决了用户难点:
· 后模镶件水路深入至产品胶位部分。
· 圆形框口四周采用随形水路分别贴近边沿。
· 采用ESU-EM191模具3D打印专用粉末,保障工件强度。
方案完成,我们通过ESU毅速模流分析师进行模流分析,记录模具达到顶出温度时间为7.92s
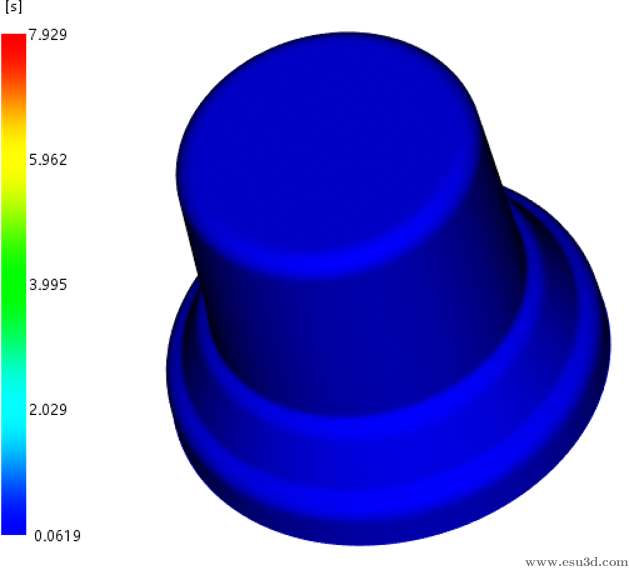
图7:模具达到顶出温度的时间7.92s
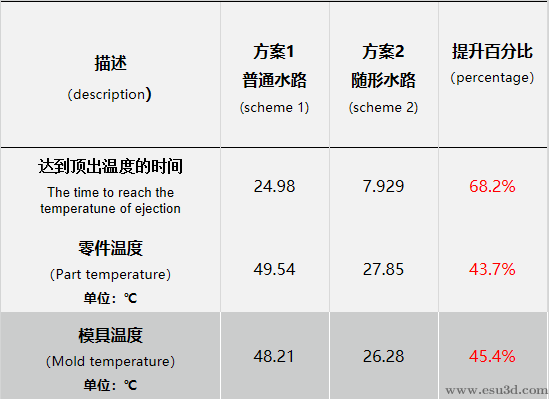
从24.98s到7.92s,模具冷却时间缩短近17s,达到68%,试问拥有这样的增幅,借用一句网红词“这它不香嘛,还要啥自行车啊~”当然模具3D打印优势不仅仅体现在冷却时间,它的模具温度,零件温度均有一个较大的提升。
而在打印材料方面,ESU-EM191金属粉末作为一款EUS毅速自主研发的模具3D打印专用不锈钢材料,不仅能保障工件的强度,另外兼具防锈防腐蚀的功能,使模具产品经久耐用,提高利用率。
多年前,慢走丝机床在模具厂可以说是奢侈品,如今慢走丝机床已成为工厂的标准配置。科技发展日新月异,现代化的制模技术,在效率、精度、质量等各方面的高水准已是今非昔比,3D打印技术或将为改善传统企业的整个生产流程和提升业务战略提供一大助力。
文章来源:OFweek3D打印网
2020广州国际模具展览会新展期定于2020年8月11-13日在中国进出口商品交易会展馆A区举行。更多精彩论坛活动,欢迎登录官网 https://asiamold.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

