







2020/03/11
1144
【广州国际模具展览会】模具行位设计的要点解析,搞懂了轻松脱模
为响应及全力配合做好新型冠状病毒感染肺炎疫情防控工作,原定于2020年2月26至28日在中国进出口商品交易会展馆A区举办的广州国际模具展览会(Asiamold2020)将延期举行。新展期将另行通知,最新消息敬请关注公众号【asiamold_China】或官网:https://asiamold.gymf.com.cn。邀您关注今日新资讯:
常用行位机构类型
对有侧向分型、抽芯的机构统称行位机构。行位机构类型较多,分类方法多种多样。根据各类行位结构的使用特点,常用行位机构可以概括为以几类:
前模行位机构
后模行位机构
内行位机构
哈呋模机构
斜顶、摆杆机构
液压(气压)行位机构
行位设计要求
1
行位机构的各组件应有合理的加工工艺性,尤其是成型部位。一般要求:
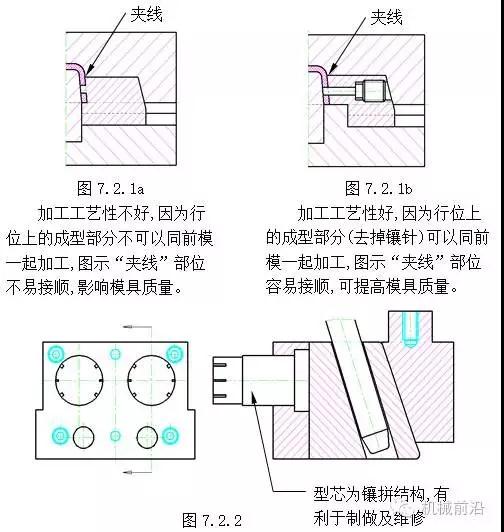
a.尽量避免出现行位夹线。若不可避免,夹线位置应位于胶件不明显的位置,且夹线长度尽量短小,同时应尽量采用组合结构,使行位夹线部位与型腔可一起加工。如图7.2.1a,7.2.1b所示。
b.为了便于加工,成型部位与滑动部分尽量做成组合形式。如图7.2.2所示。
2
行位机构的组件及其装配部位应保证足够的强度、刚度。
行位机构一般依据经验设计,也可进行简化计算(计算参阅第五章5.3节),为保证足够的强度、刚度,一般情况采用:
A.结构尺寸最大。在空间位置可满足的情况下,行位组件采用最大结构尺寸
B .优化设计结构。例如以下几种情况
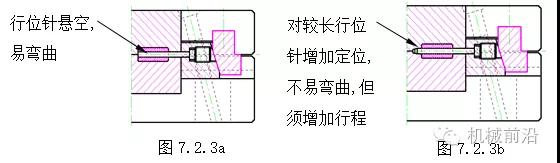
1)对较长行位针末端定位,避免行位针弯曲,如图7.2.3
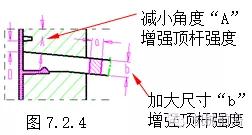
2)加大斜顶的断面尺寸,减小斜顶的导滑斜度,避免斜顶杆弯曲,如图7.2.4所示,在胶件结构空间“D”允许的情况下,加大顶的断面尺寸“a”“b”,尤其是尺寸“b”,同时,在满足侧抽芯的前提下,减小角度“A”,避免斜顶在侧向力的作用下杆部弯曲。
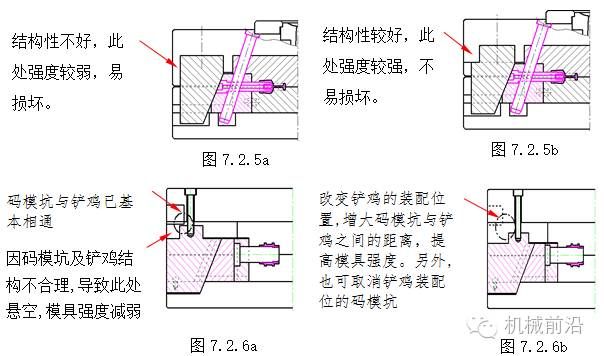
3)改变铲鸡的结构,增强装配部位模具的强度。如图7.2.5a ,7.2.5b ,7.2.6a 7.2.6b所示。
4)增加锁紧,提高铲鸡的强度。(请看以前的分析)
3
行位机构的运动应合理
为了行位机构可以正常的工作,应保证在开、合模的过程中,行位机构不与其它结构部件发生干涉,且运动顺序合理可靠。通常应多考虑以下几点:
A.采用前模行位时,应保证开模顺序。如图7.2.7,在开模时,应从A—A处首先分型,然后B—B处分型。
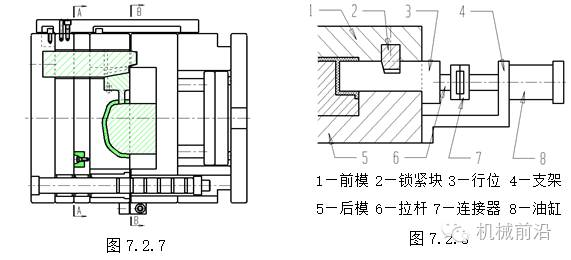
B.采用液压(气压)行位机构时,行位的分型与复位顺序必须控制好,否则行位会碰坏。图7.2.8中,只有当锁紧块2离开行位后,行位机构才可以分型,合模前,行位机构须先行复位,合模后由锁紧块2锁紧行位。图7.2.9中,由于行位针穿过前模,须在开模前抽出行位针,合模后行位机构才可复位,由油缸压力锁紧行位。

C.行位机构在合模时,防止与顶出机构发生干涉。
当行位机构与顶出机构在开模方向上的投影重合时,应考虑采用先复位机构,让顶出机构先行复位。(复位机构参见第八章8.6)
D.当驱动行位的斜导柱或斜滑板较长时,应增加导柱的长度。
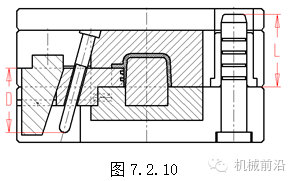
导柱长度L>D+15mm 如图7.2.10所示
加长导柱的目的是为了保证在斜导柱或斜滑板导入行位机构的驱动位置之前,前后模已由导柱、导套完全导向,避免行位机构在合模的过程中碰坏。
4
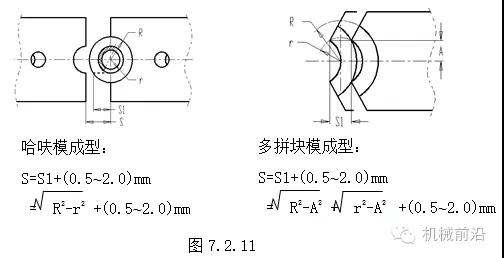
保证足够的行位行程,以利于胶件脱模。
行位行程一般取侧向孔位或凹凸深度加上0.5~2.0mm。斜顶、摆杆类取较小值,其它类型取较大值。但当用拼合模成型线圈骨架一类的胶件时,行程应大于侧凹的深度,如图7.2.11所示,行程S由下式计算。
5
行位导滑应平稳可靠,同时应有足够的使用寿命。
行位机构一般采用T型导滑槽形式进行导滑。图7.2.12所示为几种常用的结构形式
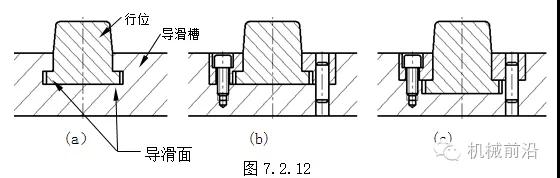
当行位机构完成侧分型、抽芯时,行位块留在导滑槽内的长度不小于全长的2/3。当模板大小不能满足最小配合长度时,可采用延长式导滑槽,如图7.2.13
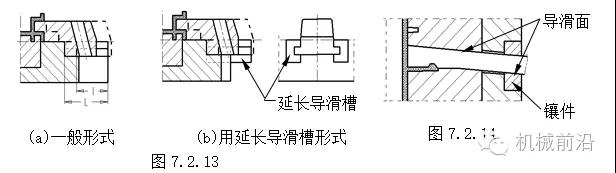
行位导滑面(即运动接触面及受力面)应有足够的硬度和润滑。一般来说,行位组件须热处理,其硬度应达到HRC40以上,导滑部分硬度应达到HRC52~56,导滑部分应加工油槽。
在斜顶摆杆类的行位机构中,导滑面为配合斜顶摆杆的孔壁。为了减少导滑面磨损,实际配合面不应太长。同时,为了增加导滑面的硬度,局部应使用高硬度的镶件制作。如图7.2.14所示。
6
行位定位应可靠
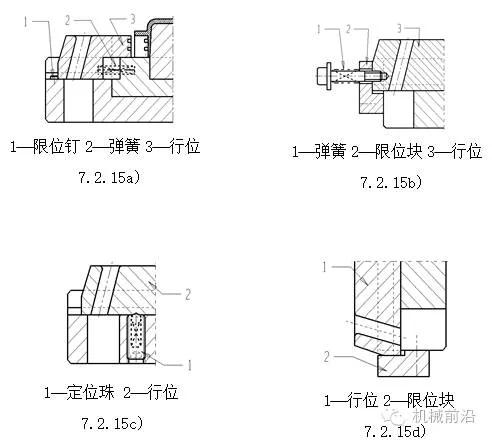
当行位机构终止分型或抽芯动作后,行位应停留在刚刚终止运动的位置,以保证合模时胜利复位,为此须设置可靠的定位装置,但斜顶、摆杆类的行位机构无需设置定位装置。下面是几种常用的结构形式,如图7.2.15a,7.2.15b,7.2.15c,7.2.15d所示。
图7.2.15a)普遍使用,但因内置弹簧的限制,行距较小。
图7.2.15b)适用于模具安装后,行位块位于上方或侧面和行距较大的行位,行位块位于上方时,弹簧力应为行位块自重的1.5倍以上。
图7.2.15c)适用于模具安装后,行位块位位于侧面。
图7.2.15d)适用于模具安装后,行位块位位于下方,利用行位自重停留在挡块上。
7
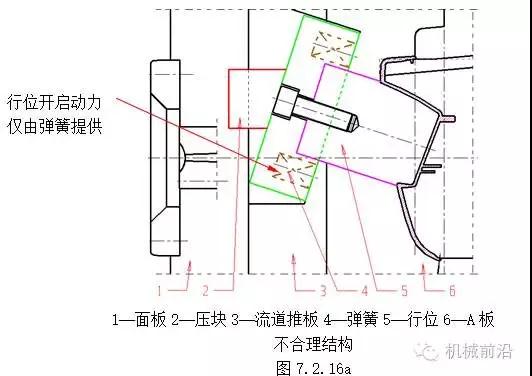
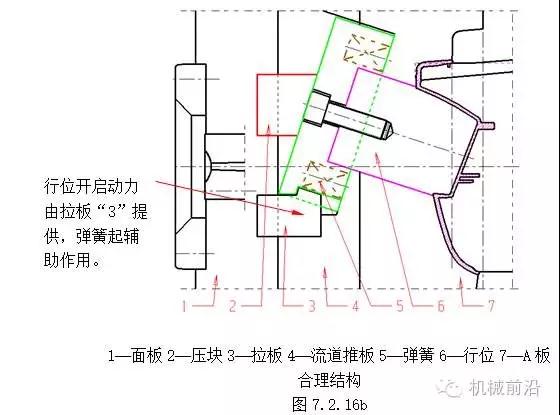
行位开启需由机械机构保证,避免单独采用弹簧的形式。
图7.2.16a采用由弹簧单独提供开启动力,结构不合理。图7.2.16b主要由拉块“3”提供, 行位开启动力得到保证,结构合理。
文章来源:机械前沿 jixieqianyan
原定于2020年2月26至28日在中国进出口商品交易会展馆A区举办的广州国际模具展览会(Asiamold2020)将延期举行。更多精彩论坛活动,欢迎登录官网 https://asiamold.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

