







2020/05/15
898
【广州国际模具展览会】模具自动化改造分析与应用
广州国际模具展览会新展期定于2020年8月11-13日在中国进出口商品交易会展馆A区举行。邀您关注今日新资讯:
随着汽车工业的不断发展进步,冲压件的生产方式由原来的手工上料生产逐渐转为自动化生产,自动化生产方式大大节省了人工成本,在生产效率以及操作安全方面也优势明显。近年来,各大汽车主机厂以及代加工厂纷纷引入了冲压自动化生产线,那么就出现了原有的手动线老模具将无法直接匹配自动线生产使用的问题,重新开发自动化模具投资大且周期长,所以如何将现有手动线模具进行自动化改造满足自动线生产要求尤为必要。
改造可行性分析
冲压产品的形状、工艺以及原始的模具结构会直接影响自动化改造后生产的通过性与效率。并不是所有的手工上料模具都适合进行自动化改造。在决定是否改造前,需了解自动化改造对产品和模具的基本要求,进行可行性分析,避免盲目投资带来的损失。
产品形状分析
一般情况下大中型的外覆盖件、表面形状相对平缓的中大型结构件比较适合自动化改造。而一些框架件、中小结构件,由于表面镂空多、形状面狭窄复杂,不便布置端拾器吸盘,易抓取不稳。还有一些拉延深度较深的件,易造成取件空间不足,影响自动化正常生产节拍,所以此类零件不建议进行自动化改造。
自动线设备分析
以某车企一条自动化线为例,全线5台压机,首台双动1500t,后序4台800t。线首含板料拆垛、自动涂油、自动对中工艺,工件传输由8台ABB六轴机器人实现自动化。
产品工艺分析
⑴考虑工序数量,案例自动线为5工位,改造零件工序数最好与自动化线布置的机床工位数相等,如果改造零件小于5序,需考虑投入配套空工位架,如果大于5序,则需要考虑分序转线生产。
⑵考虑冲压方向,自动线生产中工件在每一序模膛中的冲压方向尽量一致,不能有太大的旋转,相邻工序零件倾斜角度的变化不能过大,控制绕Y轴旋转在±10°内,绕X轴旋转在±15°内(X向为物流方向);如果是双件生产时,左右零件相邻工序倾斜角度的变化必须一致,否则对整线节拍会有极大影响,甚至无法实现自动化生产。
模具空间结构分析
需要结合自动线机床参数考虑,在吨位、封高及工作台尺寸等都满足的前提下,重点考虑压机行程。压机行程与模具结构共同决定了零件在上下模之间的转动空间,也就是有效的开口高度,即下模最高点到上模最低点的距离。有效开口高度直接影响端拾器送取料的灵活度与整线的生产节拍,其相互关系如图1所示。
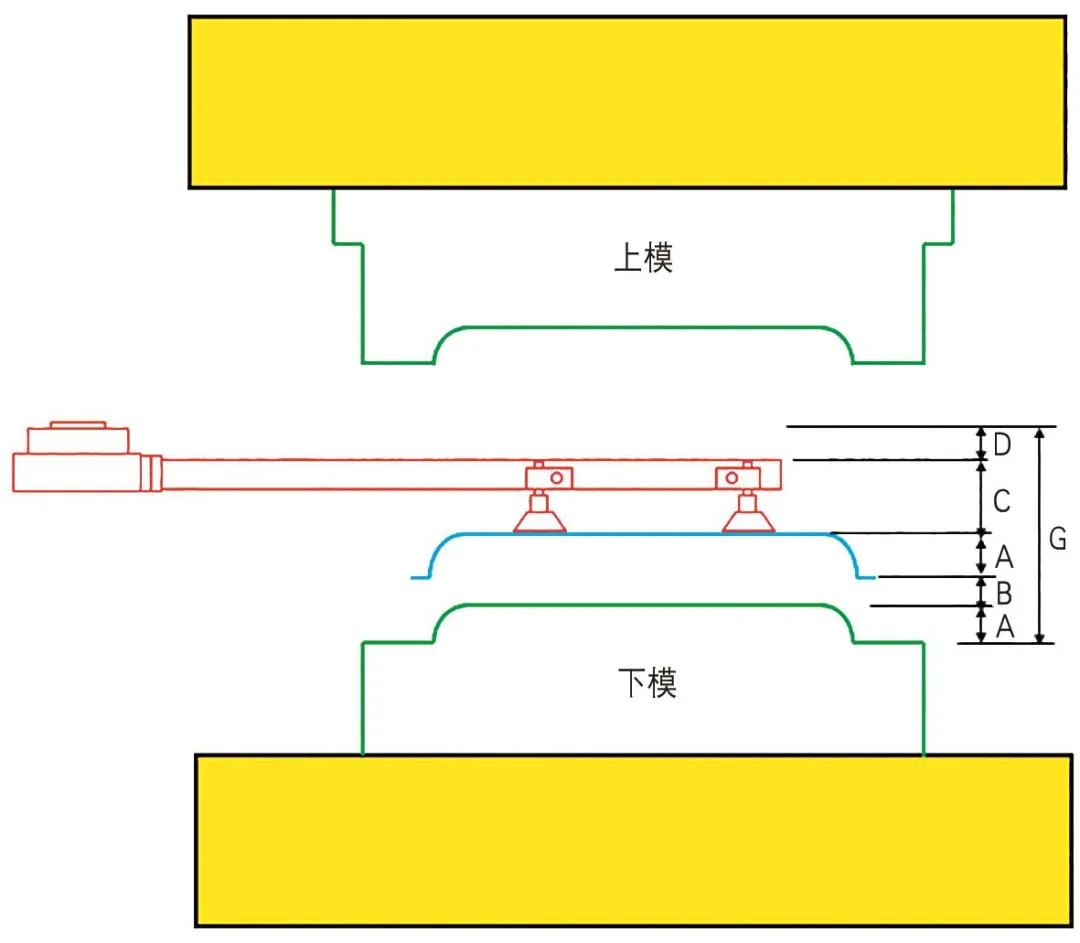
图1 模具示意图
A-零件深度 B-下模安全距离 C-端拾器高度 D-上模安全距离G-取件所需的空间
从图1中可以看出,取件空间G=2A+B+C+D,自动化改造要求压机行程必须大于G值,机床行程越大,有效开口空间越大,越有利于自动化生产节拍。这里需要注意的是,模具前后两侧尽量不要有大型的导向机构,斜楔、吊楔装置,会影响机器人取件轨迹。如果有,可以将此结构的高度等同于零件深度加入计算,如果计算得出取件所需空间G值过大,大于机床行程,则不具备取件空间,不建议自动化改造。
模具改造
模具安装方式改造
⑴模具对中结构改造。
自动化模具的安装较普通模具有更严格的要求,必须保证每次安装模具与机床台面的相对位置稳定一致,这样才能保证机器人能准确地重复抓取工件,所以自动化模具安装方式必须考虑模具对中性。对中方式一般有两种,对中键槽形式和圆柱形定位销形式。本案为某自动化改造模具采用对中键槽方式,加工尺寸宽32mm、深20mm贯穿式通槽设计。在实际改造中,对中槽位置可能正好在模具主筋上或者底面正好有氮气弹簧干涉,不能强制加工破坏原模具功能与强度,可以降低要求,不加工通槽,保证两端键槽有效长度大于60mm,也能满足对中功能,但是在使用上需要人工调整对中键的使用位置。
也可采取在模具上下平面增加垫板的方式,在垫板上加工对中槽来解决。如果改造模具为双动拉延模,还应考虑上模以及压边圈的对中槽改造加工,以匹配双动机床内外滑块垫板安装快速对中的需求。对中键加工尺寸,长120mm,淬火硬度38~42HRC,用沉头螺栓进行锁紧。具体要求如图2所示。

图2 对中键图
⑵模具压板槽改造。
自动化线模具夹紧装置采用自动快速夹紧模式,在改造中需考虑几点:1)压板槽附近的模具空间结构需避开夹紧器最大外形尺寸,同时留有一定空间保证夹紧器自由进出不干涉;2)压板槽深度需与夹紧器夹持厚度一致;3)需加工上模夹紧器感应面,确保感应到位。在实际改造中,模具压板槽的改造很可能找不到合适的空间位置,需要铣去加强筋,加大安装空间,势必影响模具强度,这时需要根据模具的具体结构综合考虑影响的大小,增加辅助加强措施,如增加整体模具垫板等。
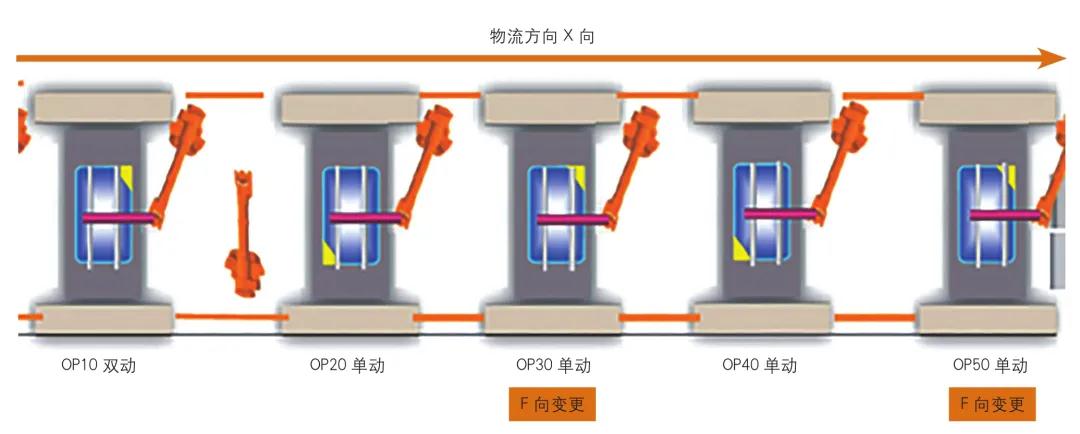
图3 各工位示意图
⑶模具F向变更。
根据冲压自动线机械手的不同,模具的进出料方向会有变化,这与机械手的行程旋转角度不同有关,在模具改造中需要加以考虑,改变模具原有标记,防止生产时装模方向错误。案例中自动线为五工位,首台为双动机床,所以OP10与OP20之间有工件翻转需求(绕Y轴旋转180度),所以设置两台机器人对接送料,全线配备的是6轴机器人,每台机器人进行工件传递时会绕Z轴旋转180度,那么模具改造时,OP30与OP50的模具F向需要改变,也就是原有进出料方向需打反,如图3所示。F向变更后需注意相应的电气路接头同时也需要调整到靠近机床气源和电源侧。
模具定位方式改造
自动化模具的定位,不仅要求能准确定位工件,还必须有可靠导向功能,确保机器人放料时能自动找正,确保工件顶出时空间位置的一致性。所以在自动化改造中需加装定位杆。定位杆布置紧凑高度适中,上半部有导向R角,角度在35°~45°度之间。
模具自动化电气改造
电气改造需在模具上增加信号检测与传输功能,改造中需要加装传感器,航空插头。
⑴传感器安装位置的选择。
尽量选择在模具对角位置,相距尽可能远,信号线走线尽量选用原模具结构中的减重孔,原有气路通过孔,实在没有可以选合适的地方开槽,注意布线不能与废料槽干涉。OP10传感器选用标准件,投料检测开关如图4所示,安装在坯料相邻两边的对角位置,距离尽量远,才能准确检测坯料是否摆放到位。OP20以后工序选用接近开关如图5所示,一般布置在零件最低处并且是工件非镂空的平面下,安装支架可选用不小于2.3mm厚的钢板,安装必须牢固可靠。
图4 投料检测开关

图5 接近开关
⑵传感器数量的要求。
一副模具中只有一个零件时,至少布置2个传感器。一副模具中有2个零件时(合拉件、双模膛件等),分情况定,如果两件还未分离至少布置2个传感器,并且确保每个零件上有1个,如果两件已经分离需要布置至少4个传感器,每个零件上2个。
⑶航空插头的位置安装。
模具通过航空插头与机床电缆连接,从而达到识别模具和制件的目的,根据压力机本身提供的不同电源选用不同的航空插座。安装位置放置在下模座靠近机床电源接口一侧,与模具气动接口类似,不能凸出模体。防止吊运和存放过程中磕碰损坏。
模具废料的处理
模具的废料排出问题是自动化改造中的重难点,自动化生产过程中一旦出现废料下滑不畅,堆积后将无法正常排出机床台面外,需要临时停机进行人工干预,影响生产节拍,严重时还会损坏零件和模具造成生产事故。下面介绍几种废料排出的改进方式。
⑴改造废料滑板辅助排出。
1)增大废料滑板的倾斜角度。在模具结构允许的条件下尽可能增大倾斜角,一般角度大于25度就能保证废料依靠自重顺利下滑。
2)增加二级滑板。有些模具的废料能顺利滑出模具外,但不能滑出到机床台面外,这时考虑增加二级滑板,二级滑板的角度一般要求大于20度。
3)在滑板处增加辅助下滑机构。例如更换网纹板,减少下滑摩擦系数。加装滚轮、圆钢棒、滚珠等(图6)。

图6 滚轮辅助排出实例图
⑵增加弹顶销辅助卸料。
⑶采用气缸强制排出(图7)。
⑷采用倒钩强制排出(慎用,不容易控制废料的弹出方向)。
⑸采用电动皮带机强制排出(图8)。

图7 气缸强制排出实例图

图8 皮带机强制排出实例图
⑹采用振动方式辅助排出,在废料滑板下加装振动装置,通过振动减小摩擦,加速废料下滑排出。
结束语
模具的自动化改造不同于模具制造,改造模具是在已经成形的模具上实施更改,模具结构没有新设计制造的灵活性大,改造模具受限制的条件比较多,而且要尽量不影响模具原有强度以及使用寿命。在工期方面,改造的模具都是正常生产销售的车型,工期要求比较紧张,需要提前考虑好改造周期及在制建储,不能影响正常的生产供货。模具改造难度大风险大,但是带来的收益也大,一副模具改造成功,可以为公司节省新增模具的设计制造成本,本文中案例项目共完成224副老模具自动化改造,如果换算成新模具制造成本将是一笔巨大的费用。所以老模具自动化改造,在功能上、工期上和成本上对冲压企业有重要意义。
文章来源:《锻造与冲压》2020年第8期
作者:梁芳
2020广州国际模具展览会新展期定于2020年8月11-13日在中国进出口商品交易会展馆A区举行。更多精彩论坛活动,欢迎登录官网 https://asiamold.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

