







2020/05/15
1748
【广州国际模具展览会】压铸模零件热处理后深孔加工研究
广州国际模具展览会新展期定于2020年8月11-13日在中国进出口商品交易会展馆A区举行。邀您关注今日新资讯:
随着国内汽车工业的高速发展,汽车结构的轻量化推动铝合金压铸模的需求快速增长,压铸模的结构也日益复杂,外形日趋大型化,各类配合公差要求日渐精密化。随着模具精度要求的提高,许多孔类形状需要在淬火热处理后加工。
传统孔类加工方法是使用普通钻头、铣刀、镗刀,而淬火热处理后的材料硬度高,需要刀具具备更好的切削性能、更好的耐磨性以及更好的定位能力来保证加工效率、孔的粗糙度、孔的直线度等。现采用新的加工工艺,对于模具零件上孔的深度大于8倍直径以上的深孔,在淬火热处理后进行深孔加工。针对新的加工工艺,对模具零件的材料、加工参数、加工特点以及切削后的各项尺寸公差、切削效率进行分析,并与传统的加工工艺进行对比,分析优劣,以期对以后的模具零件加工提供参考。
模具零件材料加工分析

模具零件材料选用的是瑞典进口的DIEVAR模具钢,其在一定条件下的力学性能如表1所示,淬火热处理要求:44~48HRC。由于DIEVAR模具钢Cr含量为4.8%,在提供了钢材的高硬度、高韧性、高耐磨性、抗氧化性、耐腐蚀性的同时,也增加了加工时的刀具切削难度。另外Mo含量为2.4%,增加了硬度、韧性,降低了回火脆性,增加了变形抗力,也增加了加工时的刀具切削难度
深孔加工
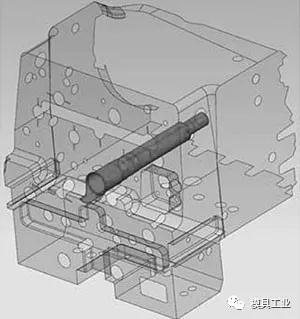
图1 缸体压铸模进气侧滑块型芯孔
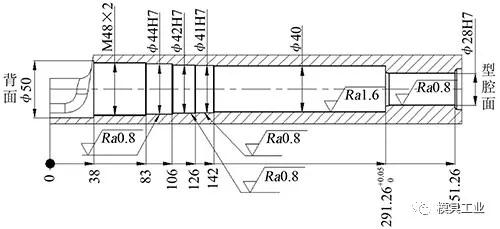
图2 滑块型芯孔加工要求
以奔驰M274缸体压铸模进气侧滑块型芯孔(见图1)的加工为例,说明其加工工艺。图1中的装配尺寸:ϕ28、ϕ41、ϕ42、ϕ44mm的公差等级是H7,过孔ϕ40、ϕ50mm的公差是±0.1mm,同轴度要求是0.05mm,装配面的表面粗糙度是Ra0.8μm,其余孔的粗糙度要求是Ra1.6μm,具体加工要求如图2所示。
01
加工工艺
制订模具零件深孔加工的工艺一般按照以下步骤进行:先分析模具结构及孔的直线度、尺寸公差、形位公差、表面粗糙度等技术要求,确定模具零件材料的当前加工状态;制定模具零件深孔加工的工艺可行性方案;选择相应的加工机床;确定深孔加工的全套刀具以及刀具切削线速度Vc,每齿切削量fz等参数;最后分析深孔加工结果。
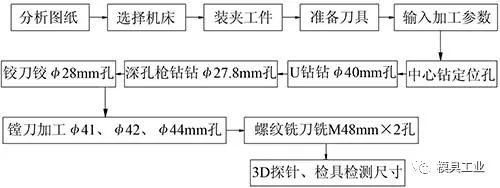
图3 钻孔加工工艺流程
改进传统的深孔加工工艺,尤其是选用的钻头应具有很好的定位与导向功能。在零件热处理之前,深孔不进行任何加工。机床选用DMU五轴加工中心,利用机床的多轴功能,零件热处理后,ϕ28H7mm的孔从型腔面加工,ϕ40、ϕ41H7、ϕ42H7、ϕ44H7、M48×2、ϕ50mm从背面加工,在一次装夹的情况下,将该孔所有的机加工工作全部完成。既保证零件加工精度,又提高了加工效率,钻孔的加工工艺流程如图3所示。
02
工艺分析
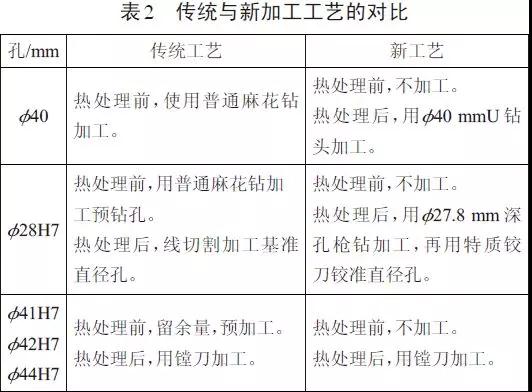
传统深孔加工工艺一般以普通麻花钻的预钻孔加工为主,加工效率低、尺寸精度较难控制。因此缩短加工时间、减少加工余量、保证孔的直线度和直径尺寸要求,是改进传统深孔加工工艺的关键因素。表2所示为传统与新加工工艺的对比。
03
刀具性能分析
深孔加工新加工工艺采用带有中心定位的U钻,能保证加工位置准确,并在整个钻削过程中,始终保持钻头中心不偏移。钻头上的硬质合金支撑块,能有效避免钻头发生让刀和孔缩现象。钻头的刀片在加工过程中排屑轻快,选用的涂层材质和槽型能保证刀具使用寿命和加工安全稳定性,可承受较大的切削力。零件加工时间短,保证留给电火花加工的余量少。深孔枪钻能加工淬火热处理后的材料,同时也提高了加工效率。
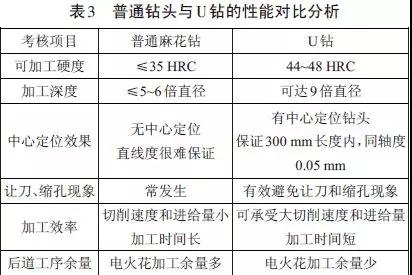
对于高精度的孔,使用特制铰刀加工,刀具刚性好,能有效地控制加工孔的直线度和直径尺寸。镗刀可用于粗、精结合的孔加工,可通过调整切削刃宽度,更好地分配切削力,效率高。普通钻头与U钻的性能对比分析如表3所示。
04

图4 U钻
以U钻(见图4)为例,首先用刀具供应商推荐的理论值Vc=50m/min,计算得主轴转速S=398r/min。在实际加工中,此转速的刀片磨损量比预期严重,机床负载较大,超过50%。为了不影响加工效率,通过降低转速,不断对刀具线速度Vc进行修改,观察刀片磨损程度与孔的表面粗糙度,最后确定Vc=40m/min,S=320r/min。
精加工F=fz×n×S,F为机床主轴进给量;fz为每齿切削量;n为齿数。精加工F值计算得出后,还要考虑表面粗糙度值。刀具的齿数是2齿,刃角半径R0.8mm,当Ra=0.016μm,最大fz=0.159mm/r;当Ra=0.008μm,最大fz=0.113mm/r。实际加工中,F取理论最大值时,刀片磨损量大,需频繁更换刀片,反而降低了整个深孔加工的效率,增加了加工成本,需降低fz值。经过多次调试,当fz=0.03mm/r,此时孔的表面粗糙度满足要求,同时刀片磨损量减少,无需更换刀片,可重复使用。通过计算得出机床主轴进给量F=18mm/min。
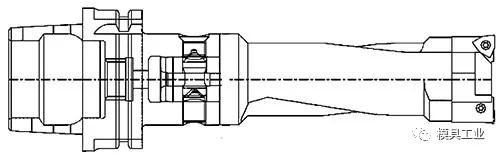
图5 镗刀
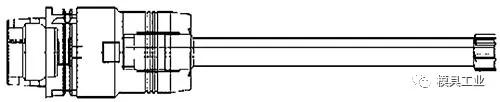
图6 特制铰刀
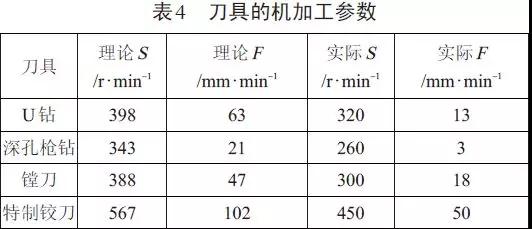
同理镗刀(见图5)、深孔枪钻与特制铰刀(见图6)的加工参数也根据实际加工效果与理论值进行调整,得出表4所示的参数。
05
加工结果
(1)ϕ40mm的U钻,在整个加工过程中对加工中心的负载影响比较小,尤其在钻头经过侧壁的穿孔时,负载保持在45%以下,很好地保护了机床。同时ϕ40mm孔加工后,使用机床的红宝石探针在351mm长度的范围内进行直线度检测,检测结果为0.05mm,完全符合孔的直线度要求。测量孔的直径为:ϕ(40+0.06)mm,符合±0.1mm的加工要求。孔内壁的表面粗糙度Ra=0.012μm,符合粗糙度要求。
(2)深孔枪钻同样在整个加工过程中对加工中心的负载影响比较小。用红宝石探头分别在前端孔、台面转过角度以后的后端孔,检验尺寸公差,检测结果显示,前端孔ϕ28mm和后端孔M48mm×2的同轴度为0.02mm,测量孔的直径为:ϕ(27.8+0.018)mm。
(3)经测量特制铰刀加工的前端孔的直径为:ϕ(28+0.015)mm,符合孔H7的加工要求。孔内壁的表面粗糙度Ra=0.004μm,符合Ra0.8μm粗糙度要求。模具装配过程中,实现一次性装配完成,没有干涉现象。
(4)经测量镗刀加工的后端密封圈孔的直径分别为:ϕ(41+0.018)、ϕ(42+0.016)、ϕ(44+0.015)mm,符合孔H7的加工要求。粗糙度Ra=0.006μm,符合Ra0.8μm粗糙度要求。密封圈装入后,没有拉磨现象。
文章来源:模具工业
2020广州国际模具展览会新展期定于2020年8月11-13日在中国进出口商品交易会展馆A区举行。更多精彩论坛活动,欢迎登录官网 https://asiamold.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

