







2026/06/15
185
随形冷却水路能缩短注塑周期,靠的是把降温距离做短了 - 模具展
2026亚洲国际模具展已于2026年3月4-6日在中国进出口商品交易会展馆举行。邀您关注今日新资讯:
同一台注塑机,同一副模,只是把模具镶件里的冷却水路换了种走法,单件成型周期就往下掉了一截,产品表面的缩痕和翘曲也跟着少了。这种事在做精密注塑的车间里并不稀奇。听起来有点玄,好像水路绕个弯就能省钱,其实背后的道理一点都不神秘。
注塑这门活儿,熔料打进型腔只是前半程,等它冷却定型才是占时间的大头。行业里普遍的情况是,一个成型周期里,冷却时间常常占到一半以上。谁能把冷却这一段缩短、又不让产品变形,谁的产能和良率就上去了。随形冷却水路解决的正是这件事。要讲清楚它为什么管用,得先看看传统水路卡在哪儿。
传统直通式水路,为什么总有降不到的死角
传统模具的冷却水路是靠钻头钻出来的,钻头只能走直线,所以水路本质上是一根根笔直的孔,互相之间靠堵头和转接拼成回路。这种叫直通式水路。模具型腔大多是带曲面、有深腔、壁厚不均的复杂形状,可水路只能是直的,两者形状对不上,问题就来了。
熔料的热量要散出去,得先从塑料传到型腔钢壁,再从钢壁传到水路里的冷却水,靠的是热传导。热传导有个朴素的规律:距离越远,传得越慢。直水路只能贴着型腔的大致轮廓走,遇到深筋、凸台、厚壁这些地方,水路根本钻不进去,离得远远的。热量最集中的位置,恰恰是冷却水够不着的位置。
结果就是模具表面温度不均匀:薄壁处早就凉透了,厚壁处还热着。工艺员没办法,只能按最热的那块来定冷却时间,等它凉到能脱模,整个周期就被这块"拖后腿"的区域拉长了。更麻烦的是温差本身——制品各处收缩不一致,翘曲、缩痕、内应力就是这么来的。
随形水路做对了一件事:让水跟着型腔走
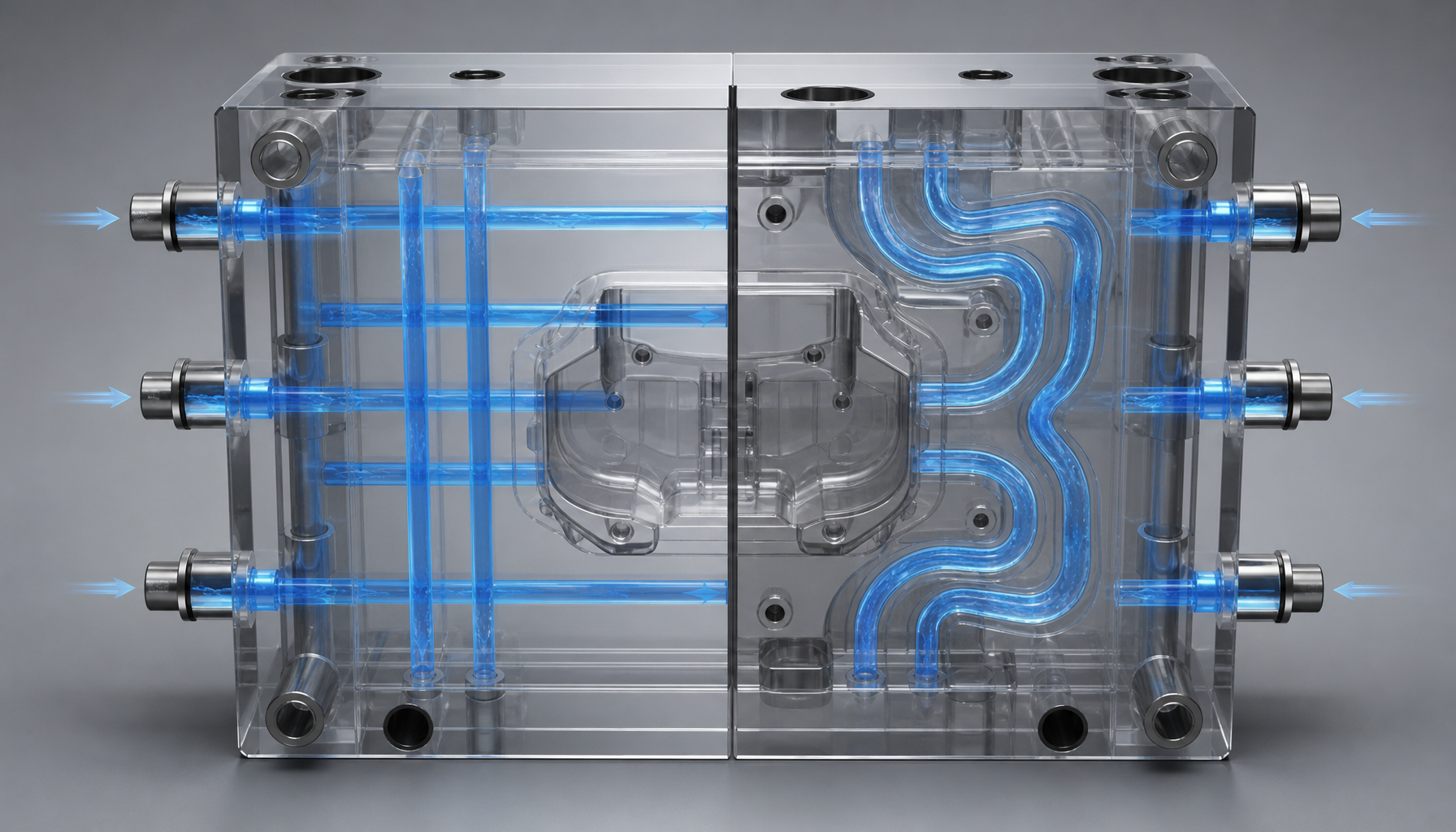
随形冷却水路,顾名思义,是顺着型腔表面的形状走的水路。型腔是曲面,它就跟着拐弯;型腔有深腔,它就钻进去贴着;哪里热,它就靠到哪里。它和直通式水路最根本的区别,就是水路和型腔之间那层钢的厚度,能做到处处大致相等且足够薄。
把降温这件事还原成热传导的距离问题,就好理解了。距离短了,热量从塑料传到冷却水的路径就短,降温自然快。距离处处相等,模具表面各处的降温速度也就趋于一致,温差小了。这两点合起来,效果很直接:冷却时间能压下来,因为不再被某个降不下去的热点卡着;制品变形也减轻,因为整个型腔的温度均匀性上来了。
说白了,随形冷却不是给模具加了什么神奇功能,它只是把"冷却水离热源太远、远近还不一样"这个老毛病给治了。原理简单,难的是怎么造出这种弯弯绕绕、还埋在镶件内部的水路。
这种弯曲水路过去做不出来,现在为什么能
随形水路的好处,模具行业早就明白,可几十年里大多停在图纸上,原因就一个:造不出来。钻头钻不出曲线孔,传统加工里也没有哪种工艺能在一块实心钢里掏出一条三维弯曲、还封闭在内部的流道。
真正把这条路打通的是金属3D打印,具体说是选区激光熔化(SLM)。它的成型方式和切削正好相反:不是从一块实心钢上去掉材料,而是把金属粉末一层层铺开、用激光逐层熔化叠起来。既然是一层层往上长,那么在设计模型里预先留出来的那条弯曲流道,自然就跟着成型过程一起被"造"在了镶件内部。形状再绕,对逐层堆积的打印来说都不是障碍。
这也是为什么这几年随形冷却和3D打印模具镶件几乎是绑在一起被提起的。做这类项目的工程师常发现,设计随形水路时的思路也变了:过去是"水路能钻到哪儿就布到哪儿",现在是"哪里需要降温就先把水路画到哪儿",再交给打印去实现。设计的自由度,是被制造工艺解锁的。
既然这么好,为什么不是每副模都用
随形冷却的代价也实在。金属3D打印的镶件,材料和打印工时成本都不低,做完还要经过热处理、机加工配合面、抛光型腔这一整套后处理。一个带随形水路的镶件,造价比传统钢料铣出来的高出不少,这笔账绕不过去。
所以它的适用边界其实很清楚:值不值得用,看这副模到底卡在哪。如果产品形状规则、壁厚均匀,普通直通式水路就能把模温控制得不错,那随形冷却的优势发挥不出来,多花的钱回不了本。它真正派得上用场的,是那些有深腔、厚薄悬殊、局部存在顽固热点的产品——尤其当这个产品走量大,每个周期省下来的几秒钟乘上全年产量,省下的时间足够把镶件多花的成本赚回来。
把随形冷却水路的逻辑捋一遍,会发现它讲的始终是同一件事:冷却的本质是热传导,热传导拼的是距离和均匀度。直通式水路受限于钻孔工艺,距离做不短、远近做不匀;随形水路靠逐层打印摆脱了这个限制,把水送到了该去的地方。理解了这条主线,再看一副模该不该上随形冷却,心里就有谱了——它不是越先进越好的配置,而是为"降温难题"准备的一把对症的钥匙。
本文内容仅代表本人观点,仅用于科普和信息分享,不构成任何专业建议(如医疗、法律、投资等)。如需具体决策,请咨询相关专业人士。
文章来源:亚洲国际模具展
2026亚洲国际模具展已于2026年3月4-6日在中国进出口商品交易会展馆举行。更多精彩论坛活动,欢迎登录官网 https://asiamold.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

