







2024/05/31
921
模具钢H13高温变形行为及轧制工艺 - 广州模具展
2024亚洲国际模具展即将于2024年3月4-6日在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:
H13是一种典型的空冷硬化热作模具钢,抗热裂能力良好,适合工作温度低于600 ℃。其工艺性能优良,是目前国内外应用最广泛的热作模具钢种之一[1-3]。通常用于制造铝铸件用的热挤压模、压铸模、热锻模的热冲孔模具、热切边模等,还广泛应用于铜及其合金的压铸模具[4-5]。H13钢中合金元素含量高达9%,奥氏体在高温变形过程所发生的组织结构变化复杂,通过研究H13钢高温变形行为,确定合理的轧制参数,保证工业化生产顺利进行。
1. 实验材料及方法
1.1 实验材料
实验所用材料为某厂热作模具钢H13,化学成分如表1所示。使用线切割对试样进行加工,样品尺寸为ϕ8 mm×15 mm圆柱体。

1.2 实验方法
在Gleeble-2000热模拟机上进行高温压缩实验,模拟钢材轧制过程变形行为。变形速率设定为1.0 s−1,变形温度分别设定为950、1000、1050、1100和1150 ℃。首先样品按照5 ℃/s的加热速率升温至1200 ℃,保温5 min,然后以20 ℃/s冷却至变形温度,保温30 s后开始压缩变形,变形后立即淬火冷却。其热处理工艺如图1所示。

2. 实验结果与讨论
2.1 应力-应变曲线
实验测得H13钢在不同变形温度条件下的高温真应力-真应变曲线如图2所示。
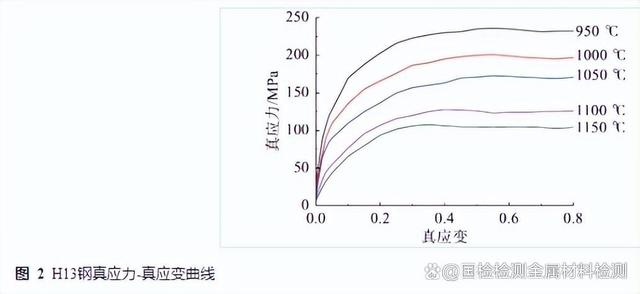
从曲线可以看出,在变形初始阶段,应力急剧增加,超过某一极值后,应力呈先下降而后趋于恒定值。在相同变形速率和变形程度的条件下,变形抗力随着变形温度的升高而降低。
2.2 金属高温变形行为机制
变形温度在再结晶温度以上称为热加工,金属在热变形过程中发生动态回复、动态再结晶、应变诱发沉淀相的动态析出。变形温度、变形速率和变形程度是影响钢高温变形行为的主要外因[6]。钢在高温变形过程中,变形抗力受加工硬化和组织软化两方面影响。钢在塑性变形过程中是按位错运动来完成的,随着变形程度的增大,位错密度不断增大,导致加工硬化不断增大。钢的组织软化有2种机制:(1)动态回复。动态回复的实质是部分位错的重排和消失。当位错密度增大到一定程度后,通过滑移等运动方式,使部分位错重新排列或消失,发生动态回复。当变形量增大到一定程度时,应力将逐渐低于线性增长规律,这是由热变形过程中的动态回复造成的。(2)动态再结晶。变形程度继续增大,动态回复不足以抵消新位错,当位错密度增大到某一极值时,聚集的能量将驱使奥氏体发生动态再结晶,新的晶粒开始形核并长大。加工硬化存在于高温变形整个过程,同时动态回复和动态再结晶也随变形而不断的发展,当加工硬化和动态回复、动态再结晶引起的软化达到动态平衡时,变形抗力将趋于某一恒定值[7]。
结合图2真应力-真应变曲线进一步分析,变形开始阶段发生加工硬化,变形抗力陡增。随着变形的继续,将发生动态回复软化,导致变形抗力增速减缓。继续变形将发生动态再结晶软化,变形抗力略有降低。随着变形的继续,在硬化和软化机制共同作用下,应力-应变曲线接近于水平状态。随着变形温度升高,金属原子的热振动加剧,原子扩散能力增强,滑移阻力降低,位错通过滑移等方式运动更容易,奥氏体的形核速度、长大速度均提高,有利于动态回复和动态再结晶软化过程的发生,造成变形抗力降低。
3. 轧制工艺研究
影响H13钢高温变形抗力的外因主要有轧制温度、轧制速度、压下量等。实验研究表明,选择较高的轧制温度,可以减小变形抗力。高温变形过程产生的奥氏体组织结构将影响后续冷却过程的组织转变。在工业生产中,同时考虑轧机负荷,能源消耗、初始奥氏体晶粒尺寸等因素,选择合适的工艺参数,优化动态再结晶过程,使产品获得优良的组织和性能。
3.1 工艺路径
本次热作模具钢H13采用电炉模铸锭一火轧制工艺生产,具体生产工艺流程为:高炉铁水→50 t电炉冶炼→LF精炼→VD真空脱气→3.16 t模铸锭→均热炉加热→1150粗轧机组轧制→连轧机组轧制→保温坑缓冷→退火→精整→检验→包装入库。钢锭规格尺寸见表2。

3.2 加热
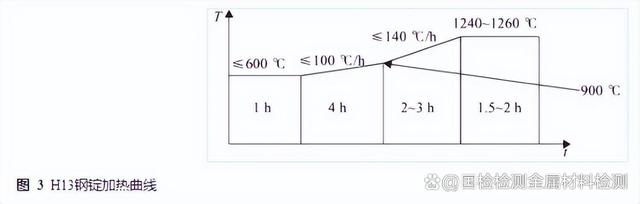
采用温装工艺,模铸锭脱模后装炉,要求钢锭温度≥400 ℃,采用上部四角烧嘴换热式均热炉进行加热,炉子供热是由位于靠近炉坑上部四个角安装的套筒烧嘴喷入煤气,与热风道上来的热空气混合后进行燃烧而获得。装炉时钢锭大头向上,钢锭不准靠放在烧嘴围墙上。钢锭各部位要均匀透烧,定期进行翻面。加热工艺曲线如图3所示。
3.3 轧制及保温
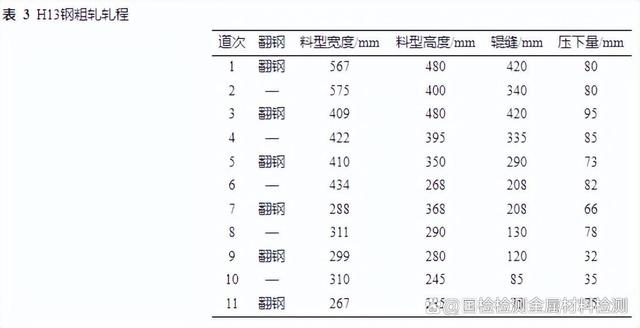
模铸锭经过粗轧机11道次开坯后,进入连轧机组轧制,产材规格ϕ100 mm,粗轧轧程见表3。轧制前关闭高压水除鳞系统,调整好轧机冷却水强度,避免轧制过程中钢材局部冷却过快导致裂纹产生。保证开轧温度≥1100 ℃,终轧温度≥900 ℃。轧后钢材快速下线入保温坑保温,保温坑里使用红钢垫底,要求入保温坑温度≥550 ℃,出保温坑温度≤200 ℃,保温时间大于48 h。
4. 结束语
(1)在变形速率和变形程度一定的条件下,变形温度在950~1150 ℃范围内,H13钢变形抗力随温度的升高而降低。
(2)在变形速率和变形温度一定的条件下,H13钢变形抗力随变形量的增大先急剧增加,而后增速减缓,最后应力-应变曲线趋于水平。
(3)通过对工业生产过程中的加热制度、轧钢温度、轧制规程等工艺参数合理的设计,实现H13钢锭一火轧制产材,节省能耗,降低生产成本。
文章来源:金属世界
2024亚洲国际模具展即将2024年3月4-6日在中国进出口商品交易会展馆B区举行。更多精彩论坛活动,欢迎登录官网 https://asiamold.gymf.com.cn
扫码实名预约,领取入场证!

| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

