







2020/04/23
1171
【广州国际模具展览会】3D打印模具随形水路技术在热流道模具中的应用
为响应及全力配合做好新型冠状病毒感染肺炎疫情防控工作,原定于2020年2月26至28日在中国进出口商品交易会展馆A区举办的广州国际模具展览会(Asiamold2020)将延期举行。新展期将另行通知,最新消息敬请关注公众号【asiamold_China】或官网:https://asiamold.gymf.com.cn。邀您关注今日新资讯:
1 引言
众所周知,模具作为“工业之母”,是制造业的重要基石,模具技术的进步能有效提升企业集团、国家关键行业的核心竞争力。为了满足消费者的需求,各企业不断推陈出新,并严控产品品质。随着产品更新换代速度加快,新产品生产效率和质量显得尤为重要,对模具的要求也随之提高。目前模具企业在产品变形和注塑周期等方面经常遇到技术瓶颈,通过改模等手段仍无法完全满足产品开发的需求,最终只能通过变更产品设计意图进行妥协,既导致新产品开发周期过长,也使外观、结构等不能完全符合市场需要。3D打印随形水路技术是3D打印技术在模具领域的工业化应用,可以减少注塑周期20%以上,并解决因冷却不均匀、模具温度过高等导致的烫伤、变形等品质问题。本文以具体案例,介绍3D打印模具随形水路技术在热流道模具中的应用。
2 3D打印技术基本原理
3D打印(3DP)又称增材制造(Additive Manufacturing,AM),是一种数字驱动的、加工材料不断积累成型的新型制造方式。目前的制造方式主要有三种,减材制造、等材制造和增材制造。减材制造是材料不断减少的过程,零件的成型是不断削减毛坯上的材料,比如车、铣、刨、磨、钻等,材料浪费严重。等材制造前后材料总量基本不变,比如铸、锻、焊等。增材制制造,是从无到有、逐层成型的材料不断增加的增材过程,材料利用率接近100%,是绿色环保的新型制造方式。
3D打印的基本原理是从离散、堆积到成型:首先将所要制造的零件进行离散化,将三维的立体数据切割成二维的平面数据,再将其离散为一维的线性数据;然后将材料沿着线性数据挤出或烧结或熔融,从线性实体材料堆积成平面实体材料,继而堆积成三维实体。3D打印技术的整个制造过程是数据驱动的,因此,三维模型的设计决定了最终产品的形状与结构。
3D打印的基本流程,是建立三维模型、将模型按层进行切片,再将切片数据输入3D打印机进行逐层打印,最终得到与三维模型完全一致的产品实物。目前3D打印可用材料为金属、尼龙、树脂、陶瓷等,在模具、医疗、汽车、航空航天、军工等领域有着广泛的应用。
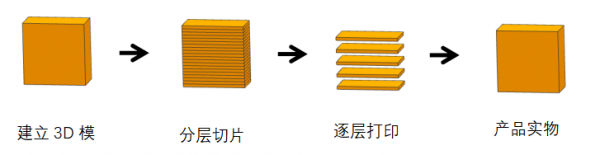
图1 3D打印流程
3 3D打印技术对模具冷却系统的变革
3D打印技术能够制造出传统模具加工手段无法制造的随形水路,可以减少注塑冷却时间,减少注塑件变形量,减少因冷却效果差导致的烫伤、黑云黄云等产品缺陷,极大地提高企业产能和产品质量,对制造业的长期发展具有重要的战略意义。
3.1产品注塑周期和产品变形影响因素分析
温度控制不良,是产品注塑周期长和产品变形的主要因素。
(1)影响产品注塑周期的因素有注射保压时长、锁模、冷却、开模等等。其中冷却时间是用时最长的,大约占用整个产品注塑周期60%至70%的时间。因此,冷却时间的减少是产品注塑周期缩减的重要方法手段。
(2)影响产品变形的因素也有很多,其中因冷却不均匀导致的产品各部分收缩速度不一致,是产品变形的最大影响因素。前后模冷却速度不一致、边角冷却困难等因素,易使产品各部分收缩率不同,导致翘曲、凹陷等变形缺陷,影响产品外观和产线装配。
(3)影响产品烫伤、黑云黄云等缺陷的因素,主要是模具冷却效果差,导致最高温度过高,超过了材料的耐受温度。
3.2 随形水路
根据以上分析,良好的冷却效果是优化注塑周期和产品质量的重要保障。模具冷却主要依赖于冷却水路,因此,水路的优化是核心因素。传统的水路仅能加工成直线型,与产品之间的距离比较远,且距离不均匀,因此对于产品的冷却效果不是最优的。3D打印随形水路技术,打印出的水路可以是任意结构形状、任意截面形状的,可以实现模具中水路与产品的距离最小、最均匀的分布,达到最优的冷却效果。图2为3D打印随形水路,(a)为水路镶件,(b)展示了该镶件中的水路位置和走向。
目前国内利用3D打印技术制造随形水路镶件已实现小规模应用,有部分企业在尝试使用3D打印技术打印模具零件,实现传统工艺无法加工的内部复杂的随形冷却水道,以提高精密模具的冷却均匀性和效率。越来越多的模具企业和注塑生产厂家引进3D打印随形水路技术并不断优化,为我国制造业的技术进步和发展贡献了力量。
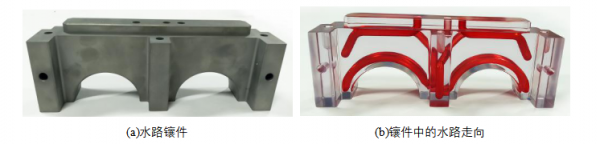
图2 3D打印随形水路
4 3D打印技术与热流道技术的结合
热流道技术是缩短注塑周期、节省材料的优良手段。热流道模具在每次注射完成后,流道胶体在加热装置的加热下并不会凝固,因此产品脱模不需要脱出流道水口,在下个注塑周期的起始,注射流道依然贯通。废料热量及时排除,浇道系统冷却不受限,冷却时间仅受产品冷却影响,所以注塑周期有一定的缩减。3D打印技术可以大幅减少产品冷却时间,因此,热流道技术与3D打印技术的结合可以进一步降低注塑周期。
3D打印随形水路技术可以使冷却水路布置在产品表面附近,大幅降低产品冷却时间,使生产周期进一步缩减,提高机器效率。以化妆品透明盖的热流道模具为例,图3为3D打印随形水路与传统水路的设计对比。传统模具(a)中的水路不能完全贴合产品周边位置,而且此类倒扣结构的产品,内部范围狭小,水路无法进行布置;3D打印随形水路模具中的水路,可以设计成螺旋状,既能布置在狭小空间,又能贴合产品周边,实现均匀、快速冷却。可以直观看出,3D打印随形水路设计更为合理。
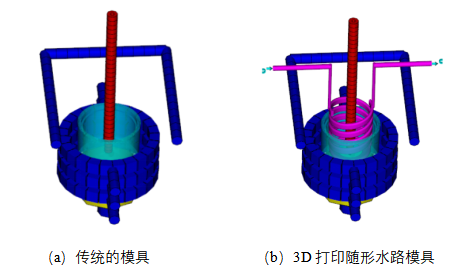
图3 水路设计对比
3D打印随形水路的作用主要体现在成型周期的缩减,图4为产品成型周期的对比:使用传统的模具冷却水路时,零件达到顶出温度的时间为58s,而使用3D打印随形水路时,零件达到顶出温度的时间降低到28s。以开模时间5s计算,则成型周期从63s降低到35s,降低幅度约为48%,表明3D打印随形冷却水路的冷却效率提升幅度巨大。
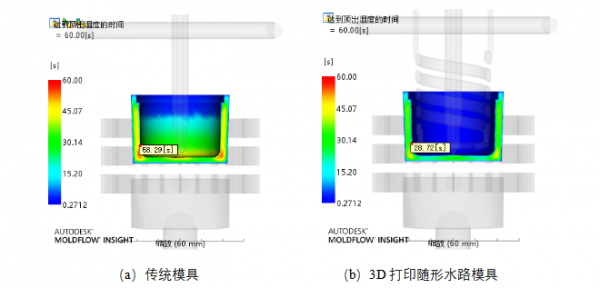
图4 顶出时间对比
3D打印随形水路可极大降低模具和产品的最高温度,同时各位置温度极为均匀。图5为传统模具与3D打印随形水路模具的模温对比,可知传统模具的公模镶件温差为38℃,而3D打印随形水路模具相同的公模镶件温差仅为1℃,同比降低37℃。图6为产品温度对比,可知传统模具的公模镶件处的产品温差为47℃,而3D打印随形水路模具在相同位置公模镶件处的产品温差为13℃,同比降低34℃。模温和产品温度上的对比,表明3D打印随形水路的冷却均匀性极好。
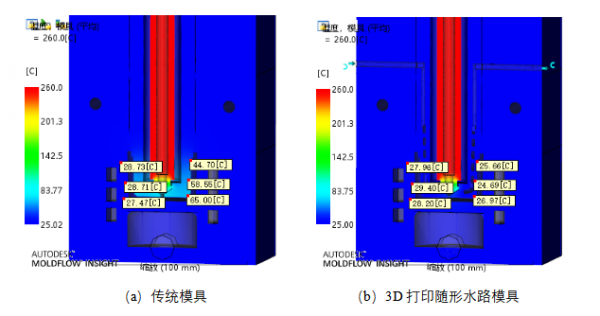
图5 模温对比
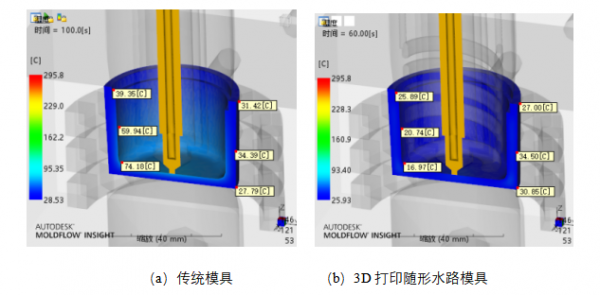
图6 产品温度对比
均匀的冷却效果极大减少了剪切热效应,可以一模生产更多产品而不会变形。传统模具制造化妆品透明盖仅能保证一模四穴的产品质量,继续增加穴口将会因冷却不良等问题导致产品变形严重。利用3D打印随形水路技术后,可以在保证质量的同时,从一模四穴提升至一模十六穴,加上注塑周期48%左右的缩减,故综合产能可提高约五倍。图7(a)为一模十六穴模具,(b)为其产品。
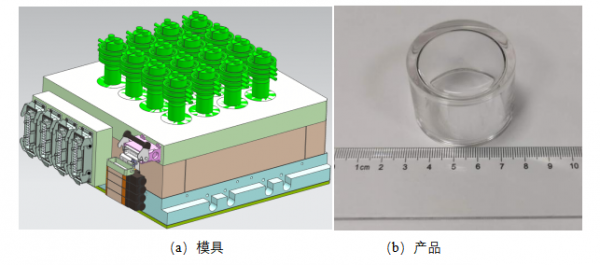
图7 一模十六穴
5 结束语
3D打印是绿色环保的数据驱动化增材制造技术,3D打印在模具领域的应用,是模具技术上的重大突破,有着极为重要的现实意义。3D打印技术在热流道模具上的应用实例表明,3D打印技术可制造出带有随形水路的模具镶件,保证注塑冷却均匀、快速,缩短注射成型周期约48%,降低塑件变形风险,在提高塑件质量的同时,可以通过提高模具穴道数量带来数倍的产能提升。
文章来源:OFweek3D打印网
原定于2020年2月26至28日在中国进出口商品交易会展馆A区举办的广州国际模具展览会(Asiamold2020)将延期举行。更多精彩论坛活动,欢迎登录官网 https://asiamold.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

