







2020/03/18
1200
【广州国际模具展览会】发动机罩外板修边线接刀不顺问题的研究
为响应及全力配合做好新型冠状病毒感染肺炎疫情防控工作,原定于2020年2月26至28日在中国进出口商品交易会展馆A区举办的广州国际模具展览会(Asiamold2020)将延期举行。新展期将另行通知,最新消息敬请关注公众号【asiamold_China】或官网:https://asiamold.gymf.com.cn。邀您关注今日新资讯:
冲压件尤其是汽车外覆盖件的尺寸精度及表面质量直接决定车身外观尺寸精度及质量。目前各汽车企业竞争日趋激烈,车型更新换代周期越来越短,不仅对车身外覆盖件的尺寸精度及表面质量的要求越来越高,而且对冲压件的生产周期要求也越来越短,因此要求冲压工艺设计更精细化,尽量在前期规避可能会出现的冲压质量问题,缩短后期现场调试整改周期及冲压件生产周期。现针对优化设计发动机罩外板三角形定位孔,实现解决修边线因接刀不顺而导致压合后出现表面质量缺陷的问题。
1
发动机罩外板工艺方案
发动机罩外板除去落料模之外,一般采用4或5道工序成形,4道工序的成形方案如图1所示:拉深→修边、冲孔→修边、侧翻边→修边、翻边。
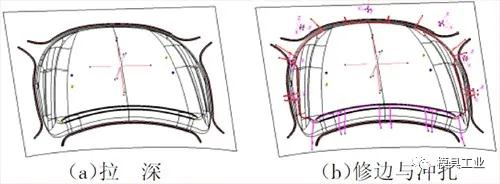

图1 4道工序成形方案
发动机罩外板5道工序的成形方案如图2所示:拉深→修边、侧修边、冲孔→修边、侧修边→修边、翻边→侧翻边。
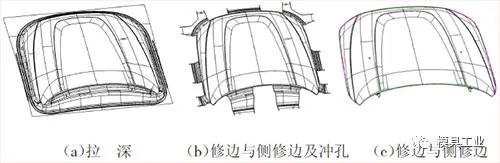
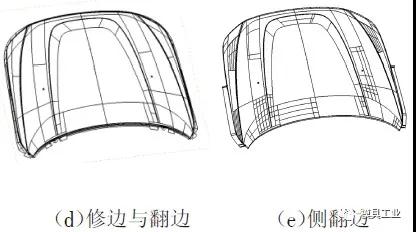
图2 5道工序成形方案
发动机罩外板没有设计孔,第2道工序定位方式采用型面定位,修边后的后工序定位仅靠型面及挡料销无法实现精确定位,需要在修边的同时,冲出三角形定位孔,从第3道工序开始直至后面所有工序,均采用三角形定位孔的方式定位,无论是4道工序还是5道工序的成形方案,均需要在第4道工序翻边的同时将三角形定位孔处修掉,即在同一工序实现修边、翻边。
2
三角形定位孔设计原则
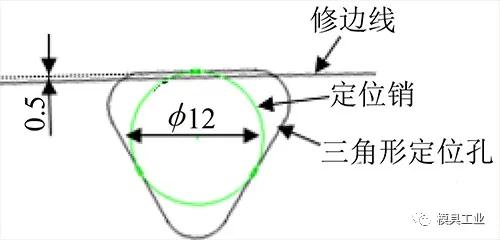
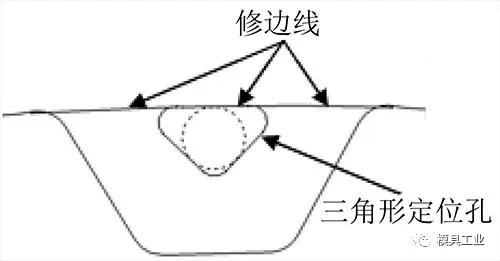
发动机罩外板一般造型比较平缓,拉深深度较浅,修边后仅靠制件形状和定位板定位,无法保证精确定位,并影响翻边高度的稳定性以及发动机罩内、外板包边质量。因此在修边时,靠近风窗处两端工艺补充位置,各设计1个正三角形定位孔,如图3所示椭圆处。
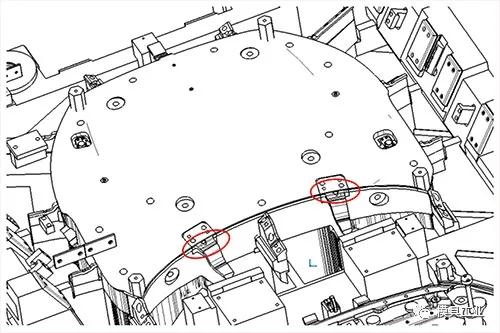
图3 三角形定位孔
(a)三角形定位孔

(b)接刀处不顺
图4 三角形定位孔及接刀处不顺
正三角形定位孔内切圆直径为ϕ2mm,即后工序在此处需安装1个ϕ2mm的定位销,同时与正三角形的3条边相切,其中以修边线作为正三角形的一条直边,且3个夹角处用半径R3mm的圆弧导圆;另外为保证前、后工序接刀顺畅,需要将三角形定位孔所在的修边线作0.5mm的避空处理,如图4(a)所示,这样会出现修边线不顺的问题。在翻边工序将三角形定位孔修掉,一般采用修边+翻边结构,即在同一工序实现,由于板料的厚度一般为0.7mm左右,经常出现修边尚未修断的同时出现翻边触料的现象,使三角形定位孔变形,加重此处修边接刀不顺的问题。发动机罩内外板包边工艺一般均采用滚边压合工艺方案,因此发动机罩外板修边轮廓线是否光顺,直接决定发动机罩内、外板包边压合后的表面质量,三角形定位孔与修边线接刀处经常出现接刀不顺的现象,为整改该问题,后期一般需要时间为2~3周。图4(b)所示为发动机罩外板翻边后,三角形定位孔与修边线接刀处不顺。
(a)修边与冲孔局部示意图
(b)三角形定位孔示意图
图5 等腰直角三角形定位孔
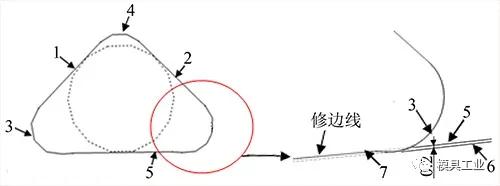
优化后的三角形定位孔为等腰直角三角形,采用等腰直角三角形设计方案的目的是避免废料勾住定位销。首先以修边线作为等腰直角三角形的斜边5,边1与边2垂直且相等,同时保证内切圆直径为ϕ12mm,然后将修边线所在边向制件侧偏移0.2mm得到直线6,然后作半径为R4mm的圆3,同时与边1、边6相切后,作半径为R8mm的圆7同时与圆3、斜边5相切,作2条直边所夹的角的相切圆4半径为3mm或4mm,如图5所示。等腰直角三角形定位孔只在圆3处接刀,且接刀间隙0.2mm,其他均与修边线重合,保证修边光顺,避免了后工序包边因修边线不顺造成的表面质量缺陷问题。
3
工作原理及弊端
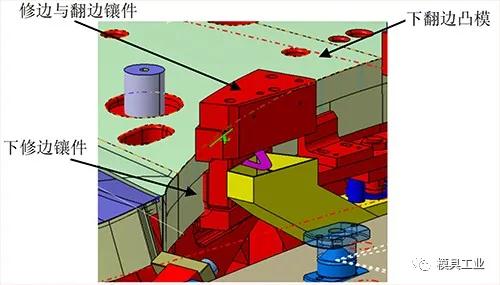
工艺补充位置设计三角形定位孔的目的是为了保证发动机罩外板修边后,翻边工序能精确定位,因此翻边工序是先修边再翻边,翻边镶件也是修边镶件,即翻边、修边由同一个镶件完成,如图6(a)所示。由于制件有一定厚度,当上修边镶件与下修边镶件合模时,上修边与翻边镶件在刃入下修边镶件但还未切断时,翻边侧已经开始翻边,如图6(b)所示,即修边、翻边同时触料,但此处修边没有压料,会出现拽料现象,另外由于翻边侧有压料板,板料只会从外侧向内侧流入,致使三角形定位孔处的修边轮廓不顺更加严重(为保证接刀,此处间隙原设计为0.5mm),给后工序包边压合带来困难。后期现场为解决该问题,需要人工将修边与翻边镶件靠近翻边侧打磨,由于修边与翻边镶件的材质一般为Cr12MoV或7CrSiMnMoV,表面淬火硬度达55HRC以上,给修模工作带来较大困难,一般需要时间为1~2周。
(a)模具结构
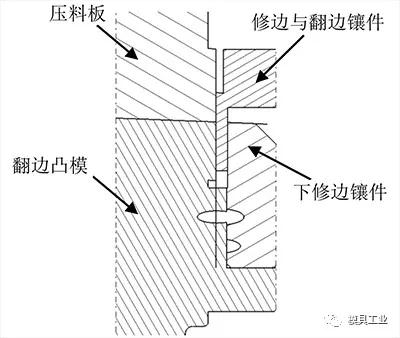
(b)局部剖面结构
图6 修边与翻边局部结构
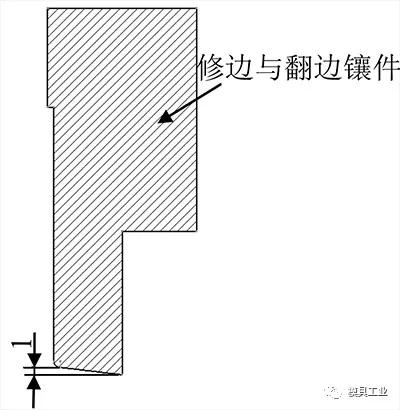
图7 修边与翻边镶件剖面
模具结构设计中,由于定位处同时实现修边、翻边,为保证先修边后翻边的顺序,设计修边、翻边镶件时,需要将修边、翻边镶件表面增加倒角,且保证修边侧与翻边侧的高度差大于料厚,一般设计为1mm,如图7所示,以保证修边、翻边镶件的修边侧刃入下修边镶件1mm后,翻边侧才接触板料,实现先修边后翻边,避免因修边尚未修断时,翻边侧已经开始拽料造成修边不顺的问题。
文章来源:模具达人
原定于2020年2月26至28日在中国进出口商品交易会展馆A区举办的广州国际模具展览会(Asiamold2020)将延期举行。更多精彩论坛活动,欢迎登录官网 https://asiamold.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

