







2020/01/15
913
【广州国际模具展览会】关于模具排气你应该知道的知识
广州国际模具展览会即将在2020年2月26-28日在广州·中国进出口商品交易会展馆A区举行。邀您关注今日新资讯:
说到注塑模具的排气,市面上有很多关于排气的文章和书籍,但很少有人能够解释在注塑过程中模具内实际发生的事情,以及它可能产生的影响。这些影响包含排气带给注塑零件和模具本身的。如果没有这一基本的理解,排气放在哪里、需要多少、应该有多宽、应该有多深等等参数可能都只能根据经验或者猜测来确定,最差的可能只能根据一次次的试错来确定。这样会显著增加模具项目的周期和成本,给企业带来巨大的人力和物力损失。
我们从几个基本事实开始:
1)在塑料进入模具之前,模具内部并不是“空”的。模腔内部充满了空气。为了生产出好的产品,模具内的空气必须能够快速逸出。
2)注塑模中的排气口应能顺利排出空气,但不能排出熔融态的塑料。如果大家有接一根长管子去浇花或者洒水的经验,在你打开水管的水龙头之后,你会听到喷嘴端头会有几秒钟的嘶嘶声。这就是从喷嘴中漏出的空气带来的声音,直到整条软管充满了加压的水,完成排气,水才能从水龙头中喷出。模具排气口的工作原理是完全相同的。
确定模具中需要多少排气的主要考虑因素包括材料的流速、零件的体积、材料类型和等级和加工条件等。
流动速率
在注塑过程中,熔融态的塑料会在螺杆的推动下以特定的流速被注射到模具中,通常以会以立方米/秒为计量单位。计算非常的简单,只需用炮筒的横截面积乘以注射速度就可以得到结果。表1列出了不同注入速度下不同炮筒尺寸的速率流速。显然,更大的炮筒和更快的注射速度能够产生更大的塑料流速。流量是决定需要多少排气的最重要因素。
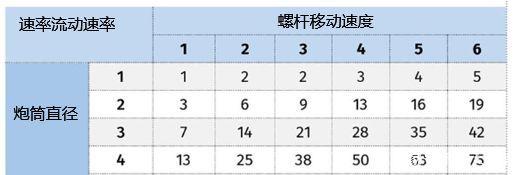
表1 不同炮筒直径下的速率流动速率对照表
排气的数量
对于注塑工艺人员来说,排气必然是越多越好,但是,你永远也无法拥有足够的排气。一些行业专家建议注塑零件周围至少有周长30%位置有排气口。这些是经验法则,可能大部分时间都有效,但并非所有时间都有效。
假设你的螺杆直径为3英寸,并以4英寸/秒的速度将塑料注入模具。从表1中可以看到材料会以28 立方英寸/秒的流动速率进入模具。这个填充速度很快。如果我是模具设计师,我可能会放10个半英寸宽,0.002英寸深的排气口,使得模具总共有0.010平方英寸的排气通道。通过简单的计算,空气流动的速度理论上是:28 立方英寸/秒/0.010 平方英寸=2827 英寸/秒。考虑到一旦材料流过排气口,排气就会失效。因此,在这个例子中,在填充末端,空气通过最后一个排气口的速度理论上可以达到1605英里/小时,或者略高于2马赫(音速的两倍),非常非常高的速度。
普遍的共识是,空气从模具中逸出的速度应等于塑料进入模具的速度。假设你以较慢的填充速度注塑一个相对较短、厚壁的零件。填充末端设计一个或两个排气口可能就足够了。但是,如果你是注塑一个流长比很大的薄壁零件,你需要以极快的填充速度,才能够顺利填充模腔,这时,你将会需要足够的排气才能够顺利完成填充过程。事实上,你可能无法排出足够的空气,从而需要降低填充速度,以便空气能够及时排出。如果空气不能足够快地逸出,它将导致腔内产生反压力,就会造成填充不足或者烧胶的情况。如图2所示。

图2 排气不良造成的烧焦现象
质量问题
什么类型的质量问题与排气不足有关?常见的问题可能是烧胶、短发、填充不足、表面光泽度差、内部空隙、熔接线强度不够、尺寸变化、翘曲、排气口中的残余物堆积等等。
烧胶
有些人认为小产品只需要小排气口,大产品需要大排气口。这并不完全正确。排气口的多少和大小完全取决于填充的流量。排气的目标是让模具内的空气能够以与塑料进入模具相同的速度从模具中排出。小产品模具内部的空气相对较少,但并不意味着空气的排出速度可以更慢。
如果空气不能快速地排出,它就会被压缩。当模腔中的空气被压缩时,它会通过一个叫做绝热加热的过程变得更热。空气分子之间的距离越来越近,它们之间的碰撞也会越来越多,空气的温度会越来越高。当空气变热时,它又会膨胀,这会进一步增加模腔中的空气压缩量和压力。这就是为什么在夏天轮胎里的空气压力更高,而在冬天轮胎里的空气压力更低。
注射模内的空气会被压缩得太紧而产生过热的现象,这会导致树脂在型腔内自燃,并导致零件边缘燃烧和型腔壁腐蚀。如果你能看到或闻到烧焦的物质,这实际上是树脂燃烧后的碳沉积,尽快纠正问题。不需要很长时间,模腔就可以被侵蚀,从而导致外观和填充问题。

图3 被侵蚀的排气口表面
当大多数热塑性塑料变热时,它们会释放气体。这些气体中的绝大多数不会粘附在模腔的侧面或被吸收到塑料中。它们不断地被推到熔料的前端。这些气体与空腔中的氧气混合,就像汽车发动机中的气缸一样,形成可燃燃料。一些热塑性塑料会比其他材料释放出更多的气体。例如,PS产生的挥发物很少,而PC、Acetal和PVC释放的挥发物则会很多。各种填料、添加剂和着色剂也会影响材料释放的气体量。所以了解所选材料释放气体的差异将影响模具设计师选择需要多少排气口,以降低烧胶和模具侵蚀的风险。
工艺
如果因排气不足而发生燃烧,技术员通常会降低填充速度,从而使模具内的空气有更多的时间逸出。一般情况下,这种做法是可行的。但是这样做也会带来很多问题,除了会增加周期时间外,降低注射速度还会增加材料的粘度,这会导致其他问题,例如短射等。最好先检查那些能使材料排出大量气体的因素。例如可能是材料的熔融流动指数太低,太粘稠。可能是背压太大,或者螺杆转速太高。也许炮筒的设定温度太高了。也许进料口温度太低了。也许炮筒太大了。也许喷嘴或浇口太小。任何可能导致材料剪切或温度升高的因素都会增加排气量。
检查排气口
检查可能产生过多气体的各种情况后,还需要检查排气口。在某些时候,排气口很可能会被残留物堵塞。使用模具清洁剂和铜纱布可以快速安全地清洁排气口。然后检查排气口是否有磨损或者因为锁模力过大造成的损伤。这种情况下通过降低锁模力通常可以解决烧胶问题,并且可以保护模具和模板。一些较新的机器有独特的锁模顺序选项,可以调节初始关闭位置或锁模压力,然后在指定的时间点完全关闭或进入高压,可以帮助避免排气问题,以及提高熔接线的强度。
检查排气孔最常用的方法是用百分表。一般情况下没有问题,但它并没有考虑到模具在压力下和在高压下夹紧时所发生的变化。有些人喜欢用一条焊料或铅条来测量排气口的深度。检查通风口的最准确的方法是在注塑机上用发蓝的方法,如图4所示。我建议分几个步骤来完成。从非常低的锁模力压力开始,然后持续按照10%的锁模力来增加,直到达到当前使用的锁模力。通过这个方法,我们可以得到三个信息:1. 要使模具完全密闭至少需要多少锁模力;2. 防止飞边的最小锁模力是多少;3. 当锁模力处于所选压力设置时,排气口的状况是什么。
技术员通常会在产品烧胶位置的分型线上贴上胶带或标签,以检查是否存在排气的问题。如果模具有经过热处理的型腔和模芯,并且将锁模力降低,那么几次注射就可以查出问题。
模流分析
我们大多数人都知道,模流分析在预测腔体内材料的流动模式方面非常准确。它能向我们展示熔接线的位置和最后填充的位置。除此之外,部分模流分析软件还可以模拟模具内部被困气体的温度和压力,或者显示出不能足够快地从排气口逸出的气体。通过改变工艺参数,或在实体模型中增加更多的排气孔,可以在模具开始加工之前解决大部分的潜在排气问题。
对于那些喜欢在开模后再进行模流分析的人,可以进行一系列渐进式的短射实验以确定最后要填充的位置。杜邦公司的建议如下:“排气问题可以再注射之前再模腔表面碳氢化合物或煤油为基础的喷雾来呈现。如果模具的排气不良,碳氢化合物会在空气被困的地方形成一个黑点。这种技术对于检测多型腔模具中的不良排气问题特别有用。常见的碳氢化合物喷雾是防锈剂。
文章来源:百家号
2020广州国际模具展览会将于2020年2月26-28日在广州·中国进出口商品交易会展馆A区隆重举行;更多精彩论坛活动,欢迎登录官网 https://asiamold.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

