







2026/06/05
2
金属3D打印模具,到底什么时候值得打、什么时候是白花钱 - 广州模具展
2026亚洲国际模具展已于2026年3月4-6日在中国进出口商品交易会展馆举行。邀您关注今日新资讯:
先把结论摆在前面:金属3D打印模具不是用来取代传统加工的,它解决的是传统方式做不出来或做得很贵的那一小块。问的人多,真正用对地方的少。绝大多数情况下,你打的不是一整套模,而是模具里的某个镶件或型芯,目的也只有一个,就是把冷却水路做到机加工钻不出来的位置。看懂这一点,下面几个常见疑问就好回答了。
金属3D打印模具,打的到底是整套模还是一块件?
圈里人听到"打模具"第一反应通常是反问一句:打哪一块?因为大部分时候答案是镶件,不是整模。
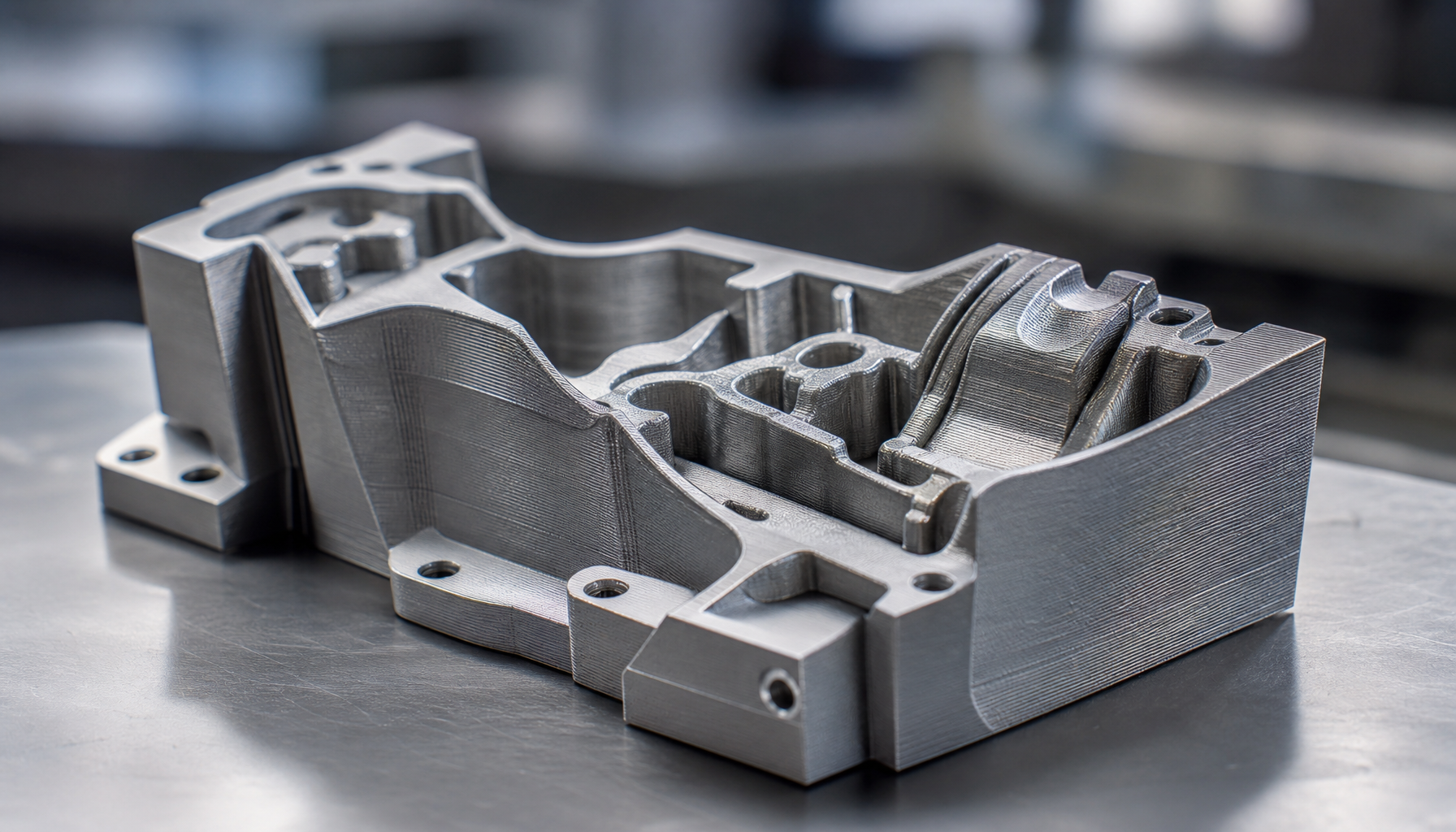
一套注塑模或压铸模,模架、定模座板、推板这些规则的大块结构件,用钢料铣削又快又便宜,没有任何理由去打印。真正值得用选区激光熔化(SLM)来做的,是型腔里那些形状复杂、内部需要走水路、又对降温有要求的部位。这类部位往往就是一两个镶件、一根型芯,体积不大,但决定了整套模的成型质量和生产节拍。
所以行业里通行的做法是混着来:能机加工的部分照常机加工,搞不定的随形冷却水路那一块单独打印,再镶进模架。把这种"3D打印镶件 + 传统模架"的组合理解成常态,你就不会被"打印一整套模"的说法带偏,那种做法在绝大多数场景里既慢又不划算。
什么样的模,值得花这个钱去打印?
判断标准其实只有一条:传统加工是不是真的卡住了。卡住的形式通常是下面这几种。
- 需要随形冷却水路。产品有厚薄不均的壁、有深筋深骨位,传统直钻水路只能走直线,到不了热量最集中的地方。随形冷却水路能贴着型腔曲面绕,哪里热往哪里靠,这是机加工根本做不出来的几何。
- 型腔内部有复杂流道或异形空腔。比如带内部加强结构的型芯,掏空、走道、变截面同时存在,电火花和铣削要么够不着,要么工时长到离谱。
- 小批量、异形、改型频繁的件。一两个镶件的事,开传统工艺要排队、要装夹、要多道工序,打印反而能一次成型,省下来的是周转时间。
这里面随形冷却水路是最硬的理由。注塑生产里,冷却时间常常占到整个成型周期的一大半,降温越均匀、越快,单件周期就越短,模具表面温差小了,制品的翘曲和缩痕也跟着少。一个原本周期偏长的产品,把镶件换成带随形水路的打印件之后,节拍能明显往下压——对走量的产品来说,省下的那几秒乘上全年产量,账很快就算得回来。
哪些情况,打印纯属白花钱?
反过来,下面几种情况就别凑热闹了。
第一种是大尺寸的块。SLM设备的成型仓就那么大,超过仓体的件根本放不进去,硬要分块拼接,强度和精度都打折扣,成本还翻番。块头大的镶件,老老实实用钢料铣。
第二种是水路规则、形状简单的件。如果一个镶件用普通直通水路就能把温度控制好,那随形冷却的优势根本发挥不出来,多花的打印钱等于打了水漂。值不值得打印,看的是几何复杂度,不是"先进不先进"。
第三种是对单件成本极其敏感、产品又简单的低端件。打印件的材料和工时成本摆在那儿,如果产品本身利润薄、节拍优化带来的收益又有限,那这笔投入回不了本。金属3D打印模具是给"省不下来的难题"准备的,不是给所有模具升级配置用的。
一套打印镶件,成本和交期到底怎么估?
这是采购最关心、也最容易被报价绕晕的一块。先记住一件事:金属3D打印模具镶件的成本,几乎和件的体积、复杂度直接挂钩,跟你想象中"打印很便宜"的印象正相反。它由三大块构成。
第一块是金属粉末。模具镶件常用的是马氏体时效钢(业内常说的MS1这类)粉末,热处理后硬度高、尺寸稳定,适合做模具。粉末按重量算钱,件越大、越实心,吃的粉就越多。设计时能掏空的地方掏空、能减薄的地方减薄,省的就是真金白银。
第二块是打印工时。SLM是一层一层铺粉、激光熔化叠上去的,件有多高、激光要扫多少遍,机器就得占用多久。一台设备一次成型动辄十几个到几十个小时,工时直接折算成机时费。这就是为什么高度方向上越矮、越紧凑的件越省钱——不是省材料,是省机器时间。
第三块是后处理。这一块最容易被忽略,但占的比重不小。打印出来的毛坯要从基板上切下来、去支撑、做热处理释放内应力、再上机床把配合面和分型面铣到尺寸,型腔表面还得抛光到镜面或要求的纹理。打印只是把毛坯做出来,致密度够不够、内部有没有气孔,也要靠工艺和检测来保证。一个件的后处理工序排下来,时间和费用有时候和打印本身差不多。
交期上,纯打印环节一般是按天算的,但加上排产等待、热处理、机加工和抛光,一个镶件整体周期通常要按周来估。和传统钢料镶件比,单看几何复杂的件,打印往往还更快——因为它省掉了多道装夹和工序流转。但前提是这个件本来就难做,简单件比交期,打印没优势。
那到底该怎么决定打不打?
把问题收敛成一句话就清楚了:这个件,传统加工是做不出来,还是只是做得贵一点?
如果是前者——非随形冷却水路不可、复杂内流道避不开——那打印是少数能落地的路,该上就上。如果只是后者,传统能做、就是麻烦点,那就拿打印的总成本(粉末加机时加后处理)和机加工的工时报价摆在一起比,谁划算用谁。复杂度越高、降温收益越大的件,打印的天平就越往下压;件越简单、越规则,传统加工就越稳赢。
所以下次有人拿着一个镶件来问"这个能不能3D打印",你先反问他两句:这上面要不要走贴合型腔的水路?这个形状机加工是真做不了还是嫌麻烦?两个答案一摆出来,打不打的账自己就清楚了。
本文内容仅代表本人观点,仅用于科普和信息分享,不构成任何专业建议(如医疗、法律、投资等)。如需具体决策,请咨询相关专业人士。
文章来源:亚洲国际模具展
2026亚洲国际模具展已于2026年3月4-6日在中国进出口商品交易会展馆举行。更多精彩论坛活动,欢迎登录官网 https://asiamold.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

掌握模具及增材制造技术脉搏 缔造智慧未来
欢迎莅临亚洲国际模具展 Asiamold Select !
主办单位官方微信

